










Serviços Personalizados
Journal

Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkLatin American applied research
versão impressa ISSN 0327-0793
Lat. Am. appl. res. v.37 n.4 Bahía Blanca out. 2007
Basic design of a fluidized bed gasifier for rice husk on a pilot scale
J. J. Ramírez1, J. D. Martínez2 and S. L. Petro2
1 Universidade Estadual de Campinas. Laboratório de Processos Térmicos e Engenharia Ambiental. FEM.
CP: 6122 - CEP: 13083-970. Campinas/SP Brasil.
jorabe@fem.unicamp.br
2 Grupo de Investigaciones Ambientales. Universidad Pontificia Bolivariana. Medellín Colombia.
juand.martinez@upb.edu.co, spetro2@gmail.com
Abstract — With the purpose of contributing to the energetic valuation of the solid wastes generated by the Colombian agricultural industry, a practical methodology for the design of a fluidized bed gasifier for rice husk on pilot scale was developed. The gasifier equipment, made up of a reaction chamber of 0.3 m of internal diameter and 3 m of overall height, was designed from theoretical and experimental information available in the literature and from the past experiences of the research group. A design procedure was elaborated for each one of the seven parts or subsystems in which the gasifier equipment was divided, intending to produce an energetic gas with aproximately 70 kW of useful energetic power. Experimental tests performed with a gasifier fabricated according to the designs showed that the developed procedure was adequate, with a maximum deviation close to 50% for the operational performance variables. Therefore, the basic model developed in this work shows that it is helpful for preliminary prediction of the equivalence ratio, low heating value, volumetric yield, gas power and cold efficiency obtained in experimental atmospheric bubbling fluidized bed biomass gasification tests.
Keywords — Rice Husk. Gasification. Fluidized Bed. Biomass.
I. INTRODUCTION
Currently, most of the electrical or thermal energy consumed in the world is generated through the use of nonrenewable energetic sources that, in the future, will increase strongly their price due to their potential shortage in the market. On the other hand, there are the renewable energetic sources that can in the long term be used permanently without any exhaustion threat. This is the case of the vegetal-type biomass, which is currently being considered a promising energy source.
The world's existing preoccupation about the contamination of the atmosphere with harmful gases for the stability of the planet's weather is combined with the necessity to valorize agricultural wastes like rice husk, cane bagasse and sawdust, among others.
In Colombia, around 2.5 million tons of paddy rice are produced per year whose processing generates aproximately 500,000 tons of rice husk. This waste is currently used for many purposes such as floor covering in stables, moisture retention in crops, and drying of grains in furnaces. Although there are multiples uses for this waste, a great part of the resource remains unused, becoming an environmental problem of solid wastes disposal.
In recent years, there has been a lot of work in rice husk combustion technologies, however, the controlled production of energetic gas obtained through gasification processes has attracted a greater interest. In this process, the rice husk is thermally decomposed in an atmosphere with oxygen deficiency. The fuel gas obtained can be used in many aplications such as feeding furnaces or boilers and fueling internal combustion engines for electrical power generation.
Conscious of the importance of the aplication of this clean technology for the country, the Environmental Research Group (GIA) of the Pontificia Bolivariana University (UPB), with financial suport from SENA - COLCIENCIAS (Contract Nº 577-2002) and the participation of PREMAC S.A., coordinated the design, fabrication and the operational evaluation of a fluidized bed gasifier for rice husk on a pilot scale. This article shows the main procedures followed in the gasifier design process.
II. METHODOLOGY
The gasifier design was made according to information available in the literature with innovative reforms implemented by the research group. The calculation model was developed separately for each one of the seven parts or subsystems in which the gasifier equipment was divided. Also, the preliminary operating conditions were included (fluidization velocity and equivalence ratio), necessary for the energetic gas production on pilot scale.
A. Reactor Subsystem
It is made up of the reaction chamber (three cylindrical modules arranged vertically), external heat insulation, an air distribution plate and a plenum.
For the design calculations, the physical properties of the rice husk and the inert material (common sand) composing the bed were determined. The values of these properties for both materials apear in Table 1 (Martínez, 2005).
Table 1. Sand and rice husk properties.

B. Reaction Chamber
Based on references of previous researches of vegetal biomass gasification on pilot scale (Natarajan et al., 1998 and Sánchez, 1997), a 0.3 m internal diameter fluidized bed zone was considered (inferior module of the reaction chamber). From this data the gasifier height was determined, involving additionally the following hydrodynamical parameters:
Minimum fluidization velocity: The lower limit of the superficial velocity of the gas that will flow through the particle bed was calculated separately for the sand and the rice husk using the expression in Eq. (1) (Kunii and Levenspiel, 1991):

|
(1) |
Terminal velocity of the particle: The maximum value of the superficial velocity of the gas was determined for both materials of the bed depending of the Reynolds number (for 0.4 < Re < 50) of the particle (Souza - Santos, 1996):

|
(2) |
Fluidization velocity during the gasification: The superficial velocity of the gas to be used during the gasifier operation was established considering the relation between the expanded and minimum heights of the fluidized bed (Chatterjee et al., 1995):

|
(3) |
For the bubbling fluidized bed the restriction suggested in Eq. (4) was used (Kunii and Levenspiel, 1991):

|
(4) |
For the design, a value of 1.3 was selected for the Eq. (4), and the Eq. (3) was solved to determine the value of Uf. The fluidization velocity finally considered corresponded to 0.7 m.s-1.
Overall height of the reaction chamber: This parameter was established by the expression shown in Eq. (5) (Kunii and Levenspiel, 1991):
Ht = TDH + H (5)
The maximum expanded height of the bed was assumed as 0.6 m, being twice the internal diameter of reactor, with the purpose of diminishing the slugging phenomena.
The calculation of the threshold disengaging height (TDH) was made in agreement with the graphical correlations shown in the Fig. 1 (Kunii and Levenspiel, 1991) based on the internal diameter (0.3 m) and the fluidization velocity (0.7 m.s-1). Because the internal diameter of the intermediary and uper modules of the reaction chamber was extended to 0.4 m to avoid excessive particles drag by the expected increase of the gas volume within the reactor, the final TDH corresponded to an average value. Table 2 shows the values used for the parameters previously described.
Table 2. Fluidization velocity and overall height of the reaction chamber.
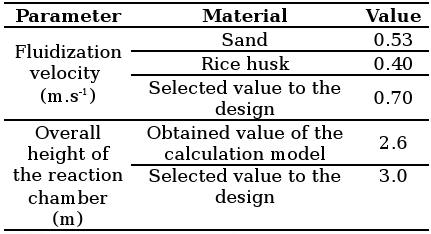

Fig 1. Zens and Weil correlations to TDH calculation.
C. Air Distribution Plate
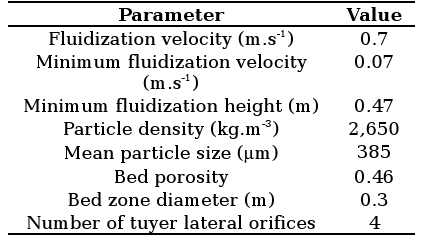
A Tuyer type air distributor plate was selected, consisting of a plate with vertical nozzles with lateral perforations through which passes the air that is distributed uniformly into the reactor. This alternative was selected due to its convenience for use with high temperatures and its advantage of reducing the backflow of bed material toward the plenum. Table 3 shows the necessary parameters for the air distribution plate design considered for the most homogenous material of the bed (sand).
Table 3. Design parameters for the air distribution plate.
Using the model of calculation proposed in literature (Basu, 1984) the results presented in Table 4 were obtained.
Table 4. Calculated parameters for the distribution plate.

D. Preheater Bed Subsystem
For the reaction chamber preheating, a natural gas burner connected to the entrance of the plenum was selected. The combustion gases generated by the burner crossed through the sand of the bed warming it up to around 500°C. At this temperature the fluidized bed temperature ensured the rice husk self-ignition giving start to the autonomy of the combustion and gasification reactions.
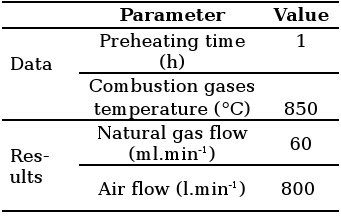
Based on the heat transfer equations presented in literature (Howard, 1989), it was determined the minimum power required of the burner to preheat the bed with 30 kg of sand in a period of one hour, considering a temperature of 850ºC for the combustion gases of the burner. Equally, from the mass and energy balances established, the natural gas and air mass flows for the burner were calculated. Table 5 presents the data used for the calculations as well as the results obtained.
Table 5. Data and results for the preheating bed subsystem design.
For the design parameters, verifications of the gas velocity in the distributing plate orifices (< 70 m.s-1) and in the bed zone (> 0.07 m.s-1) were made. Both verifications were satisfactory.
E. Atmospheric Emissions Control Subsystem
This subsystem consisted of a high efficiency cyclone which is intended to collect the particulate material that could be released during the gasification process. Based on the literature information (Ashbee and Davis, 1992), a cyclone with the geometric relations presented by Stairmand was designed. Table 6 shows the considerations made in the design.
Table 6. Particle separator design considerations.

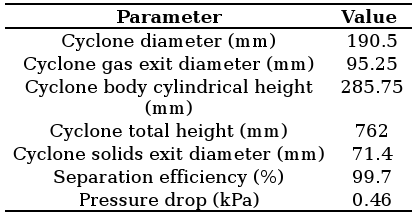
From the mass flow of the product gas in the gasification process (mass balance), and its density, the gas volumetric flow at the cyclone inlet for the operating conditions of the gasifier was calculated (aproximately 750 ºC and 101,325 kPa). Table 7 shows the dimensions of the designed cyclone, along with its efficiency and pressure drop.
Table 7. Particle separator dimensional and operational characteristics.
F. Fuel Feeding Subsystem
This subsystem is made up of a hoper for the rice husk storage and a feeding assembly composed of a dosing screw and a feeding screw of similar dimensions. The feeding screw has a cooling device that prevents rice husk pyrolysis and carbonization before entering the reactor. The dosing screw (located in the hoper base) suplies rice husk to the feeding screw (located in the fuel suply point) at a programmed rate. The two screws are driven by a motor with a variable frequency drive (VFD) as a speed controller. The feeding screw introduces the rice husk to the reaction chamber and operates at a greater speed than the dosing screw, to avoid fuel accumulation which causes system blockages. Figures 2 and 3 show design drawings of the gasifier equipment.

Fig 2. Fluidized bed gasifier for rice husk.
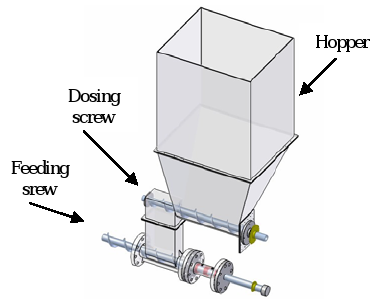
Fig 3. Fuel feeding subsystem.
Screw sizing: The relation between the rice husk flow with the diameter, pitch, fillet height and revolutions of the screw, is given by the expression in Eq. (6) (Olivares, 1996):

|
(6) |
The selected outer diameter of the screws was 3 inches. A value of 0.25 for the load factor was selected, in agreement with information found in literature (Olivares, 1996). Additionally, the screws' pitch was established being 1.5 times its outer diameter. The fillet height, the outer diameter and the axis diameter, were related by the following expression:
d = D - 2h (7)
The selected axis internal diameter was 1¼ inches. Based on the mass balance made for the system and the previous considerations, a 16 rpm value for the shaft of the dosing screw speed was calculated.
G. Mass Balance.
For the development of the mass balance of the process, data reported in literature referring to typical concentrations of carbon monoxide (CO), hydrogen (H2) and methane (CH4) of the energetic gas produced were used (Sanchez, 1997). Also, the results of the hydrodynamics parameters and the rice husk elemental analysis originated in the Tolima department of Colombia, showed in Table 8, were considered.
Table 8. Rice husk elemental analysis (dry basis).
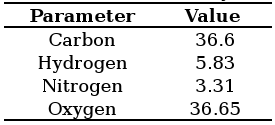
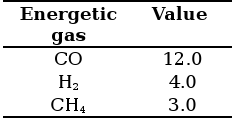
Table 9 shows the values of typical volumetric concentrations expected for carbon monoxide, hydrogen and methane in a fluidized bed gasifier on a pilot scale which uses rice husk as fuel and air as the gasifying agent (Sanchez, 1997).
Table 9. Expected concentrations of the energetic compounds in the fuel gas (% volumetric).
In addition to the compounds referred in Table 9, the fuel gas will contain typical products of combustion, with the exception of oxygen which will be present in insignificant amounts.
The CO2, H2O and N2 proportions in the fuel gas will depend on the fuel chemical composition and the amount of air in the reaction. According to this, the following global reaction of the gasification process was raised:

|
(8) |
The water contents in the rice husk and the air were obtained by means of the rice husk immediate analysis shown in Table 10, and the local atmospheric air average psychometrics properties presented in Table 11.
Table 10. Rice husk immediate analysis (%, dry basis).
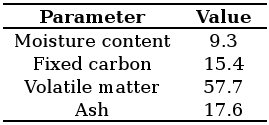
Table 11. Atmospheric air psychometrics properties in Medellin.

Air flow: From the fluidization parameters previously established, the air mass flow necessary for the process was determined through the expression:

|
(9) |
With this value, the reaction coefficient related to the necessary air for gasification was obtained:
|
(10) |
Global gasification reaction coefficients: From the molar balances for each element in Eq. (8), the global gasification reaction coefficients were obtained:

|
(11) |
Rice husk, produced gas and ash mass flows: Based on the stoichiometric balance previously made, the rice husk mass flow was calculated:

|
(12) |
For the calculation of the total amount of solid wastes resulting from the gasification process, a value of 20% of residual carbon not converted (Barriga, 2002) was added to the ash content presented in Table 10, obtaining the following relation:
|
(13) |
Therefore, the fuel gas mass flow produced was determined from the mass balance. Table 12 shows a summary of the obtained results.

|
(14) |
Table 12. Mass flows of the rice husk gasification.

Equivalence ratio: The equivalence ratio of the gasification process is one of the most important parameters for the adjustment of the operating conditions. Its value is defined as:

|
(15) |
Where, the air-fuel real relation is calculated from the expression:
|
(16) |
The air-fuel stoichiometric relation was calculated from the expression (Sánchez, 1997):
(RA/C) = 8.89·(%C+0.375·%S)+26.5·%H-3.3·%O (17)
In agreement with the established mathematical model, an equivalence ratio of 0.40 was obtained.
H. Energy Balance.
The energy balance of the gasification process was established by Eq. (18):
Erh + Ea = Eg + El (18)
Rice husk and fluidization-gasification air energy: From the rice husk's lower heating value (13,559 kJ.kg-1 dry basis) and its mass flow, the energy available in the rice husk was obtained:
|
(19) |
Because the atmospheric air entering the reactor is considered to be at the same reference temperature (25°C), the fluidization-gasification air energy is nil.
Produced gas energy or gas power: The energy contained in the synthesis gas produced by the process was obtained by means of the following expression:
Eg = Eu + Es (20)
Where the useful energy corresponds to the chemical energy of the energetic gaseous mixture is:
|
(21) |
Being:
LHVg = 0.1263·(%CO)+0.358·(%CH4)+0.1079·(%H2) (22)
The other term, the sensible energy of the produced gas, incorporates the enthalpy of each component of the synthesis gas at its exit temperature, assumed in 750 °C:

|
(23) |
Energy losses: The energy losses in the solid wastes and to the atmosphere closed the energy balance:
El = Ewall + Ew(24)
The energy contained in the wastes is given by the expression:
Ew = Ecw + Eash(25)
Where, considering the previously presented value of 20% of residual carbon in the solid wastes (Barriga, 2002):

|
(26) |
On the other hand, the energy loss by sensible heat in the ashes was calculated from the following expression (Sanchez, 1997):
|
(27) |
Finally, Table 13 shows the energy flows that compose the energy balance.
Table 13. Energy flows of the rice husk gasification.

III. RESULTS AND DISCUSSION
It is recognize that the performance of gasifiers depends mainly of the equivalence ratio range being used. The lower limit of the range is determined by the minimal amount of air required to oxidize the fuel and generate enough heat to maintain the gasification endothermic reactions. Very small values of this variable would reduce the reaction temperature and the energy liberation necessary to maintain the reduction reactions. On the other hand, high equivalence ratios would cause increases in the reaction temperature because of the greater amount of oxygen, favoring the combustion phase.
Figure 4 shows the influence of the equivalence ratio into the 0.20 to 0.35 range on gas power and volumetric yield. In simulations, the fluidization velocity (0.7 m.s-1) and concentrations of CO (12%), CH4 (3%) and H2 (4%) were fixed.
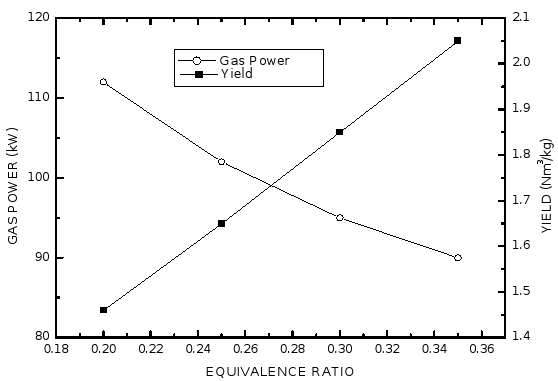
Fig 4. Gas power and yield vs. equivalence ratio. Simulation by the proposed model.
Particularly, the gas power behavior obtained in Fig. 4 is explained by the reduction in the absolute produced gas flow, due to the smaller amount of rice husk that is used to increase the equivalence ratio.
Some results were compared with experimental data obtained in the pilot gasifier (Colciencias project Nº. 577-2002), and with data of reactors operated by other authors to validate the proposed mathematical model. In Table 14, a summary of several gasifiers operational conditions of previous work are presented. The values indicated in parentheses for the equivalence ratio, low heating value, volumetric yield, gas power and cold efficiency mean the average absolute deviation percentage based on the value obtained with the proposed calculation model.
Table 14. Comparison of experimental results obtained from several authors with predictions of the proposed mathematical model.
The results show that the mathematic model for the prediction of the cold efficiency has the higher deviation (50%). Nevertheless, these differences can be considered acceptable, taking into account the simplicity of the proposed design model and the complexity of the real process.
Regarding the heating value produced, the hydrogen and methane concentrations for the experiments developed with rice husk were relatively agreed with the data reported in Literature, while the carbon monoxide was underneath. This deficiency can be explained due to the low rate of carbon conversion with a 0.3 m height fixed bed. This value is smaller than those used in other studies.
IV. CONCLUSIONS
Through a simple and practical mathematical model, the design and basic sizing of a fluidized bed gasifier on pilot scale was carried out.
The comparison with results obtained from experimental tests showed that the proposed model can be a useful tool when requiring a preliminary prediction of the performance variables values of pilot biomass fluidized bed gasifiers.
The successful results obtained stimulates the continuity of the research towards the development of this clean technology for the valorization of agro-industrial wastes in Colombia, specifically, by means of the use of the fluidized bed gasification technology.
NOMENCLATURE
| a | water moles in the rice husk. |
| A | cross-sectional area of the reactor (0.3m inner diameter) in m2. |
| b | water moles in the air. |
| d | axis diameter in m. |
| dp | mean diameter particle in m. |
| D | screw outer diameter in m. |
| Ea | fluidization - gasification air energy in kW. |
| Erh | rice husk energy in kW. |
| Ecw | nonburned carbon energy loss in kW. |
| El | energy losses in kW. |
| Eg | produced gas energy in kW. |
| Ewall | wall energy losses in kW. |
| Ew | energy contained in the wastes in kW. |
| Es | sensible energy in the produced gas in kW. |
| Eu | useful or chemical energy in the produced gas in kW. |
| Eash | loss of energy by sensible heat in the wastes in kW. |
| g | gravity acceleration in m.s-2. |
| h | fillet height in m. |
| hcw | carbon enthalpy (to 750 ºC) in kJ.kg-1. |
| hi | enthalpy of each component of the gas produced to the temperature of exit in kJ.kmol-1. |
| H | complete fluidization height or expanded bed height in m. |
| Hmf | minimum fluidization height in m.< /font> |
| Ht | overall container height in m. |
 a a
|
dry air mass flow in kg.h-1. |
|
rh
|
rice husk mass flow in kg.h-1. |
|
w
|
solid wastes mass flow in kg.h-1. |
|
g
|
produced gas mass flow in kg.h-1. |
| Mwa | air molecular weight in kg.kmol-1. |
| Mwi | molecular weights of the component gases of the produced gas in kg.kmol-1. |
| n | rpm screw. |
| LHVcw | carbon low heating value in kJ.kg-1. |
| LHVg | produced gas low heating value in MJ.Nm-3. |
| Re | Reynolds number. |
| (RA/C)s | air-fuel stoichiometric relation in Nm3.kg-1. |
| (RA/C)r | air-fuel real relation in Nm3.kg-1. |
| s | step screw in m. |
| Tash | ashes temperature exit in (1023 K). |
| TDH | critical height recovery particles in m. |
| Uf | fluidization velocity during the gasification in m.s-1. |
| Ut | terminal particle velocity in m.s-1. |
| Umf | minimum fluidization velocity in m.s-1. |
| x1 | rice husk reaction coefficient. |
| x2 | gasification air reaction coefficient. |
| volumetric fractions of component gases of the gas product | |
| %C | carbon in the rice husk. |
| %CO | monoxide carbon volumetric concentration. |
| %CH4 | methane volumetric concentration. |
| %H | hydrogen in the rice husk. |
| %H2 | hydrogen volumetric concentration. |
| %O | oxygen in the rice husk. |
| %S | sulfur in the rice husk. |
Greek letters:
| ε | particle porosity. |

|
sphericity. |
| φ | load factor. |
| μ | air viscosity to the temperature and pressure operation conditions of the gasifier (aproximately 750 ºC and 101,325 kPa). |
| ρrh | rice husk density in kg.m-3. |
| ρf | air density to the temperature and pressure operation conditions of the gasifier (aproximately 750 ºC and 101,325 kPa) in kg.m-3. |
| ρg | produced gas density under normal conditions of temperature and pressure (0 ºC and 101,325 kPa) in kg.m-3. |
| ρp | particle density in kg.m-3. |
| ξ | equivalence ratio. |
ACKNOWLEDGEMENTS
The authors express their gratefulness to the Pontificia Bolivariana University, SENA - COLCIENCIAS and the company Premac S.A. for their funding and technical suport offered to the research project.
REFERENCES
1. Ashbee, E. and D. Wayne, "Cyclones and inertial separators." In: BUONICORE, Anthony, J. and D. Wayne. Air Pollution Engineering Manual, Van Nostrand Reinhold, New York, 71-78 (1992). [ Links ]
2. Barriga, M., Experimentos de gaseificação de casca de arroz em leito fluidizado, Dissertation (Mechanical Engineering Master), UNICAMP, Campinas, Brazil (2002). [ Links ]
3. Basu, P., Design of Gas Distributors for Fluidized Bed Boilers, Pergamon Press, New York, 45-62 (1984). [ Links ]
4. Chatterjee, P.K., A.B. Datta and K.M. Kundu, "Fluidized Bed Gasification of Coal", The Canadian Journal of Chemical Engineering, 73, 204-210, (1995). [ Links ]
5. Corella, J., I. Narvaez, I., A. Orio and M. Aznar, "Biomass Gasification with Air in an Atmospheric Bubbling Fluidized Bed. Effect of Six Operational Variables on the Quality of the Produced Raw Gas", Ind. Eng. Chem. Res., 35, 2110-2120, (1996). [ Links ]
6. Fernandes, M., Investigação Experimental de Gaseificação de Biomassa em Leito Fluidizado, Ph.D. Thesis, UNICAMP, Campinas, Brazil (2004). [ Links ]
7. Howard, J.R., Fluidized Bed Technology, Principles and Aplications, Adam Hilger, New York (1989). [ Links ]
8. Kunii, D. and O. Levenspiel, Fluidization Engineering. 2ª ed. Newton: Butterworth - Heinemann (1991). [ Links ]
9. Martínez, J.D., Evaluación del rendimiento operacional de un gasificador para cascarilla de arroz en reactor de lecho fluidizado a escala piloto, Undergraduated Final Work (Mechanical Engineering), UPB, Medellín, Colombia (2005). [ Links ]
10. Natarajan, E., A. Nordin and A. Rao, "Overview of Combustion and Gasification of Rice Husk in Fluidized Bed Reactors", Biomass & Bioenergy, 14, 533-546 (1998). [ Links ]
11. Olivares, E., Projeto, construçao e avaliação preliminar de um reator de leito fluidizado para gasificação de bagaço de cana de açúcar, Dissertation (Mechanical Engineering Master), UNICAMP, Campinas, Brazil (1996). [ Links ]
12. Sanchez, C., Gasificação de Biomassa, Faculdade de Engenharia Mecânica. Departamento de Engenharia Térmica e de Fluidos. Apostila curso de pós-graduação, UNICAMP, Campinas, Brazil (1997). [ Links ]
13. Souza-Santos, M., Modeling and Simulation in Combustion and Gasification of Solids Fuels, Notas de Aula, UNICAMP, Campinas, Brazil (1996).
[ Links ]
Received: March 23, 2006
Accepted: May 17, 2007
Recommended by Subject Editor: Orlando Alfano

