










Serviços Personalizados
Journal

Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkLatin American applied research
versão impressa ISSN 0327-0793
Lat. Am. appl. res. v.38 n.3 Bahía Blanca jul. 2008
Thermal analysis of a continuous casting tundish by an integrated fem code
A. Gastón1, G. Sánchez Sarmiento2 and J. S. Sylvestre Begnis3
1 CIUNR, FCEIyA, Universidad Nacional de Rosario, Av. Pellegrini 250, 2000 Rosario, Argentina.
analiag@fceia.unr.edu.ar
2 Facultad de Ingeniería, Universidad de Buenos Aires, Av. Paseo Colón 850, 1063 Buenos Aires, Argentina.
sanchezsarmiento@arnet.com.ar
3 Instituto Argentino de Siderurgia, Av. Central y Calle 19 Oeste, 2900 San Nicolás, Argentina.
siderurgia@siderurgia.org.ar
Abstract — This work describes a computational model named TEMREP, which determines the thermal states of a tundish and the liquid steel temperature during continuous casting, as a function of steel ladle teeming temperature evolution, heat losses to tundish refractory lining, and insulating coating during transient and steady states of the operating process. Solution of the thermal equations is performed via the finite element method. TEMREP predicted numerical values were compared with in plant experimental measurements, with good accordance between them. On average, steel tundish temperature difference was of about ±4ºC. The model can be used as a design tool, by performing parametric studies to detect the relevant process variables. Since the computing time is much smaller than that of real process, the model is suitable of being implemented in an on-line system for tracking the steel temperature for automation control during the casting sequence.
Keywords — Numerical Simulation. Heat Transfer. Steel Temperature. Continuous Casting Tundish.
I. INTRODUCTION
The quality of steel casting products is associated to the knowledge of numerous variables and operation parameters strongly interrelated. The phenomena that take place in the steel ladle directly affect those occurring in the tundish; later, what goes on in the continuous casting mold and downstream will be reflected in the intermediate and semi-finished cast products quality (slabs, blooms, billets).
The knowledge of the temperature of steel poured from the ladle is relevant to obtain high quality products. High superheat above liquids temperature in the tundish will increase central segregation, affect grain size and even produce breakouts owing to local solidified shell thinning of cast products, interrupting the continuous casting sequence. On the other hand, low superheat in the tundish will promote clogging of tundish nozzles, macro inclusions entrapment and will affect flux powder melting increasing the probability of mold sticker formation.
After tapping from the LD converter, the liquid steel held in the ladle is transferred to the Ladle Furnace and Trimming Stations, for final grade composition and temperature adjustment. Then, the ladle is delivered to the continuous caster and no further temperature correction is possible. Thus, the forecast of steel temperature to be poured in the tundish depends upon many operating parameters such as the thermal history and wear of the ladle refractory lining, precise knowledge of refractory thermal properties and transfer coefficients, the use of ladle top covers and insulating slag layers, the time each operating stage lasts, argon stirring practice and waiting period before teeming which lead to different ladle stratification grades, teeming rate, etc.
Computational modeling has become a powerful tool for the analysis of heat losses of liquid steel along the continuous casting process. A literature review mainly classifies published models in two groups. To the first group belong the models that predict bulk temperature of the melt in the ladle and in the tundish (Fredman et al., 1999; Gastón and Medina, 1996; Petegnief et al., 1989; Tomazin et al., 1986; Linka et al., 1986; Morrow and Russell, 1985; Pfeiefer et al., 1984). This kind of models is particularly appropriate for on-line implementation for steel temperature control and tracking of the thermal state of casting ladles and tundishes (Castillejos et al., 1997; Gupta and Chandra, 2004a, 2004b; Zoryk and Reid, 1993). The other group corresponds to CFD studies of the stratification phenomena developed in the ladle during holding and teeming and its impact on the tundish temperature flow (Chakraborthy and Sahai, 1992a, 1992b). Most of them were carried out using commercial packages like PHOENICS and CFX (Austin et al., 1992; Grip et al., 2000; Xia and Ahokainen, 2001; Pan et al., 2003).
Numerical fluid dynamics has also been intensively applied to analyze the characteristics of the fluid flow in the tundish for design optimization. Physical modeling of transport phenomena has also assisted in the understanding of fluid flow in steel casting vessels in general.
The model described in this work belongs to the first group. It is a specific code that predicts the mean steel tundish temperature and the tundish thermal state during continuous casting as function of heat losses through the tundish shell, insulation of the steel bath and temperature of the outlet steel melt drained from the ladle.
II. HEAT TRANSFER MODEL
A. Tundish Energy Balance
Assuming a uniform temperature of the steel in the tundish, by applying the principle of conservation of energy the following expression is obtained:
 | (1) |
where, the first term in the right side represents the inflow of energy from the ladle, the second the outflow of energy through the tundish nozzles, and the last one the conductive heat losses to the tundish refractory lining and heat losses from the top surface bath (radiation and convection to ambient air or conduction to the top cover layer if present). This equation holds for the first cast of a continuous casting sequence ( ), the ladle change period, and steady state regime (
), the ladle change period, and steady state regime ( ).
).
Heat conduction in the refractory tundish lining is governed by:
 | (2) |
with the following boundary conditions in the surface in contact with liquid steel (a), above the steel level (b) and outer surface of the tundish (c):
| a) |  | (3) |
| b) |  | (4) |
| c) |  | (5) |
Radiation losses qrad are evaluated according to Stefan Boltzmann Law. Figure 1 shows a section of the tundish and the heat transfer mechanisms considered in the heat transfer model.
The variable volume of liquid steel in the tundish is defined by the time variation of steel height above the tundish bottom. This way, the filling, holding and ladle change periods are simulated as particular cases of a general algorithmic frame.
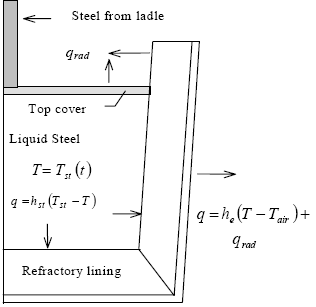
Fig. 1. Heat transfer mechanisms taken into account in the thermal analysis.
B. Numerical Solution. Finite Element Formulation
Equation (1) was discretized by an explicit finite difference scheme:
 | (6) |
A finite element formulation was applied to Eq. (2). By use of the weighted residual statement, the weak form of the heat transfer equation was derived:
 | (7) |
Application of Galerkin method (Zienkiewicz and Taylor, 1989), Green's theorem and boundary conditions to the above expressions yields the following algebraic systems of equations:
 | (8) |
where C is the global capacitance matrix, K the global conductance matrix and F the global load vector defined by the following expressions:
 | (9) |
 | (10) |
 | (11) |
where Ni are the shape functions. Linear triangular elements were used to discretize the domain. Crank-Nicholson central difference scheme was employed to solve Eq. (8), because it is unconditionally stable and second-order accurate in time.
C. Ladle Teeming Temperature
TEMREP determines the steel temperature evolution in the tundish as function of the steel ladle teeming temperature. Two input options are available to load this information: (1) a mean steel ladle temperature file generated by a fem code of the simulation of the thermal cycle of casting ladles (Gastón et al., 2000; Sanchez Sarmiento and Gastón, 1997a, b); (2) an analytic expression to account for the time evolution of the mean teeming temperature (Gastón et al., 1991):
 | (12) |
where a0, a1 and a2 depend on the thermal characteristic of the ladle lining under steady state thermal condition.
Because of conductive heat losses to ladle lining and slag layer, steel cools along the walls and runs to the bottom while hot steel moves to the top under the slag layer, generating natural convection flows and thermal stratification of the melt during the holding period before teeming. Thus, depending on the teeming practice, the temperature of the first steel poured from the ladle may be lower than the average.
A correction factor of the teeming temperature owing to temperature stratification in the ladle is considered by TEMREP, according to the simplified model proposed by previous authors (Alberni and Leclerq, 1973; Castillejos et al., 1997).
 | (13) |
 | (14) |
Austin et al. (1992), based on full CFD studies, suggested that the rate of increase in temperature difference between the central top and bottom of steel τ is linearly proportional to the bulk cooling rate of the steel in the ladle ċ. The stratification grade ΔTstrat depends on the waiting period tdelay before teeming and is estimated with the following expression:
 | (15) |
D. Software Capabilities
The software capabilities were fully described elsewhere (Gastón et al., 2005). The basic steps performed by the program are briefly outlined here:
- User specification through interactive menus of:
- Geometrical data
- Thermal properties of tundish refractory materials and steel shell.
- Operational data of ladle casting rate and teeming steel temperature from the ladle
- Tundish filling, emptying and steady state operating conditions
- Time steps for numerical simulation and output graphic options
- Initial thermal condition of the tundish.
- Tundish boundary conditions.
- Thermocouples location and measured temperatures in the refractory lining for model validation.
- Automatic mesh generation of the tundish domain.
- Resolution of the heat balance equation of liquid steel coupled with the heat conduction to the tundish.
- Post-processing. Results are shown in different graphical formats: isotherms for time steps specified by the user, time temperature evolution of any node, of liquid steel in the tundish and in the ladle; heat stored in side wall and bottom of tundish refractory lining, heat losses through the side and bottom shell during an operating tundish cycle, and heat flux distribution through the tundish shell at a given time step. Figures 2 and 3 show typical graphic outputs.
III. MODEL VALIDATION
To validate TEMREP steel plant measurements were carried over a sequence of twenty casts. Steel tundish temperature was recorded twice during a single cast. Two thermocouples were embedded in the working lining to continuously monitor refractory temperatures during the campaign.
Figure 4 shows the 36 ton SIDERAR tundish and Fig. 5 a longitudinal section with the thermocouples embedded in the narrow side. Since heat is conducted mainly througth the long sides, a 2D model of the tundish was assumed. Figure 5 illustrates the cross section adopted in TEMREP and the refractory lining configuration. Dimensions were defined so that the contact transfer area with liquid steel was equal to that of the actual tundish. The thermocouples were located preserving the heigth and distance to the hot face.

Fig. 2. Steel tonnage time evolution during tundish cycle.

Fig. 3. Isotherm distribution of tundish refractory lining for a given time step.

Fig. 4. 36 ton SIDERAR tundish.
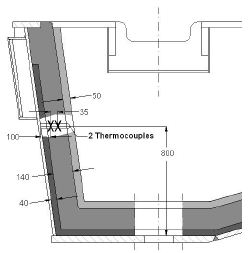
Fig. 5. Thermocouples location in the tundish wall.

Fig 6. Cross section tundish representation and thermocuple location in TEMREP model.
A. Ladle Teeming Temperature
The temperature of the steel ladle stream was calculated applying a computational model named TEMALC (Gastón et al., 2000) specifically developed to simulate the steel temperature during the working cycle of casting ladles. Figure 7 shows the working stages simulated with this code.
The input parameters of TEMALC code were defined based on currently available steel plant information. In the Trimming Station, after the bath is purged with inert gas for temperature and composition homogenization, the steel temperature is automatically measured by means of immersion Pt-Pt Rh probes with an accuracy of ± 4ºC. This value was used as the initial steel ladle temperature. An insulating slag layer and use of a ladle top cover during teeming were assumed in the simulation, according to steel shop practice. Since the ladles were in use, the thermal state assigned to them corresponded to that of a soaked refractory or in quasi-steady thermal state, generally achieved after five or six ladle cycles (Gastón and Medina, 1996).
Knowing the steel temperature at the end of the Trimming Station treatment, the time elapsed before the cast starts, the teeming rate, the thermal state and refractory ware of the ladle, the code predicts the ladle teeming temperature. Afterwards, the cooling rate of bulk liquid steel in the ladle (ċ) is evaluated for each cast. Knowing the time elapsed in the swing tower before teeming (tdelay) the stratification grade Tstrat is computed according to Eq (15) and the ladle teeming temperature corrected acoording to Eq. (13).
Figure 8 shows the outlet temperature of the melt drained from the ladle for cast Nº 1, 5, 10, 15, and 20. The temperature drop presents an almost linear behavior for most part of the teeming process with an abrupt fall at the end accompanying the rapid increase of the ratio (heat transfer area/mass of steel in the ladle). The slope of the linear portion is nearly the same for the five curves giving an average cooling rate ċ of 0.17ºC/min.
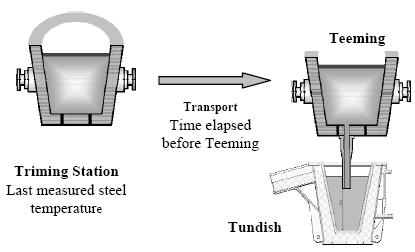
Fig. 7. Simulation with TEMALC modules.
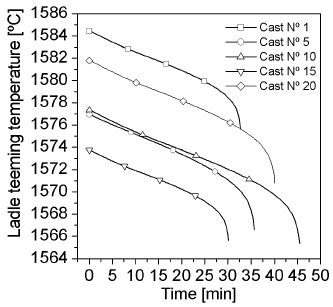
Fig. 8. Ladle teeming temperature curves predicted with TEMALC.
B. Effect of input parameters on model predictions
The prediction of the temperature evolution of liquid steel during continuous casting depends upon many variables, which respond to the features of each steel shop.
The ladle and tundish lining configuration, thermal properties of refractory materials and the time each stage lasts, generally are well known input parameters. Preheating of a new ladle, ladle thermal status, turn around time (waiting time with an empty ladle after teeming until next tapping) and use of top covers have a strong impact in the ladle teeming temperature. The effect of these parameters is well documented in the references cited in previous sections.
Other input parameters involved in the prediction of the steel temperature in ladle are more difficult to define, and usually model tuning is necessary. Such parameters are related to ladle treatment (heat losses owing to alloy addition and purging, heating rate during arcing) and radiation losses form the top surface bath. In present work, in order to minimize the influence of these parameters, TEMALC was applied to forecast the steel temperature after the ladle furnace treatment, initializing the thermal status of steel by a measured temperature, as explained in previous section.
The preheating status of the tundish lining affects the first casts of a continuous casting sequence. The effect of a linear temperature profile and a uniform distribution of 300ºC shown in Fig. 9 were tested and it was found a temperature difference of about 4ºC in the temperature evolution during the first cast (Gastón et al., 2005). It takes eight heats to warm up the lining and reduce this difference to 0.2 - 0.3ºC.
When ladle stratification is not taken into account the model overpredicts the steel temperature in the tundish (Gastón et al., 2005). Inclusion of this factor shifts the predicted curve to an extent that depends on the ladle holding time prior to casting, as will be shown in next section.
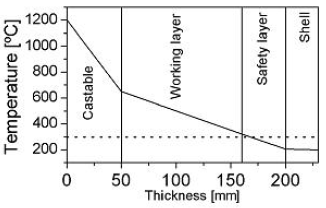
Fig. 9. Initial tundish tempeterature distributions. Linear and uniform (300ºC) profiles.
C. Validation results
First, the measured temperatures in the refractory lining were used for tuning some model parameters such as thermal conductivity of the castable working lining and the tundish initial thermal state. Information about tundish preheating was rather scarce, so the temperature distributions shown in Fig. 9 were tested.
Figures 10 and 11 compare measured and predicted temperatures. The saw tooth line represents the time evolution of the weight of liquid steel in the ladle during the sequence, illustrating the number of casts performed. Unfortunately, data was only recorded by the thermocouple close to the hot face while the inner one failed. Starting from the linear distribution (1200ºC in hot face and 200ºC in shell), that would represent a preheated tundish to a thermal stationary state, computed values were higher than the measured data during the first five cycles and of about 100ºC lower at the end of the sequence (Fig. 10). Based on these results, a uniform initial temperature distribution of 300ºC (first recorded temperature) was assumed. A sensitivity analysis carried out for the castable thermal conductivity range of (0.5-1.0) W/mºC, gave the best fit for 0.75 W/mºC (Fig. 11), so this value was adopted for further calculations. The effect of thermal conductivity on steel tundish temperatures showed that the difference between predicted curves was of about 2ºC for the first cast and less than 0.5ºC for the last one.
In the tundish, temperature is also automatically measured with immersion Pt-Pt Rh probes with a sensor error of ± 2ºC. Figure 12 illustrates measured tundish temperatures for casts number 1, 5, 15, and 20 together with the resulting steel temperature in the tundish during the filling, full tundish and ladle change period. The evolution of the teeming temperature of steel from the ladle and the corrected ladle temperature including stratification are also depicted. The predicted temperatures without stratification are included for the first cast (21 min ladle holding time) and the last one (9 min ladle holding time) showing average temperature shifts of 7ºC and 5ºC, respectively.

Fig. 10. Measured vs. predicted thermocouple temperature evolution during the casting sequence. Initial linear tempera-ture profile (1200ºC - 200ºC). Castable thermal conductivity 0.5 W/mºC.
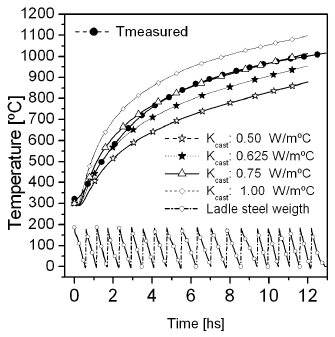
Fig. 11. Measured vs. predicted thermocouple temperature evolution during the casting sequence. Effect of castable thermal conductivity. Uniform initial thermal state (300ºC).
Figure 13 shows a scattered plot of predicted against measured temperatures for the 20 casts and Fig. 14 the resulting deviations, summarizing the performance of present model. It may be noted from these figures that predicted values are randomly distributed around a 45º straight line and the difference of temperature between prediction and measurements lie mostly within ± 4ºC for 32 out of 40 data (mean value 0.14, standard deviation 3.8, standard error 0.6). These deviation values are of the same order of magnitude as those reported by other simulation models available in literature (Castillejos et al., 1997; Deb et al., 1999; Jormalainen and Louhenkilpi, 2006).
Finally, Figures 15 and 16 depict the energy transferred by conduction to the tundish refractory lining during the continuous casting sequence. Starting from a rather cold temperature distribution, it takes almost ten cycles to reach a quasi-steady thermal state. The same analysis performed for the preheating profile (1200ºC - 200ºC) showed that this condition is achieved after five heats.
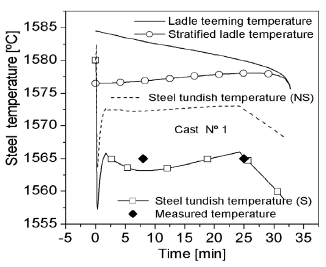
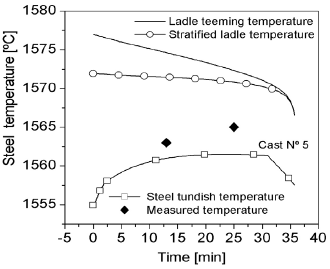
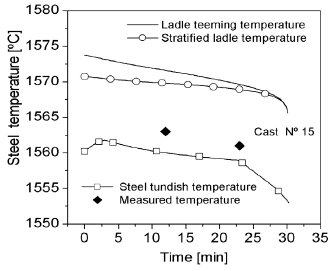
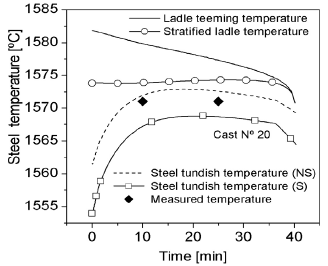
Fig. 12. Mean temperature evolution of steel in the ladle and comparison of predicted mean steel tundish temperature with steeplant measured. Stratification factor: (NS) not included- (S) included.
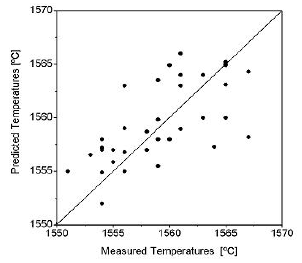
Fig. 13. Comparison between predicted temperatures in the tundish and steel plant measurements.

Fig. 14. Deviation between steel plant measured and predicted temperatures in the tundish.
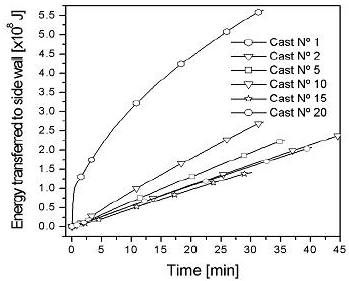
Fig. 15. Energy transferred to the side wall tundish lining during the casting sequence.
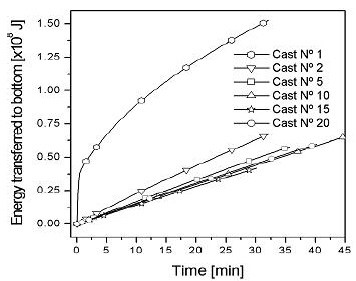
Fig. 16. Energy transferred to the bottom tundish lining during the casting sequence.
IV. CONCLUSIONS
Based on heat transfer principles a computational model to predict the steel temperature of liquid steel in the tundish during a continuous casting operation was developed.
This program allows sensitivity analysis of process parameters such as tundish preheating, lining refractory configuration, casting rate, bath insulation to quantify their effect on steel temperature evolution and thus detect those that are relevant to achieve an adequate temperature control during the process.
The model validation was carried out by comparison of plant measurements of lining and steel temperature in the tundish against model predicted values with good accordance between them.
Deviations between measured and predicted temperatures by TEMREP were less then 50ºC in the refractory lining and of about ± 4ºC for liquid steel.
TEMREP and TEMALC are complementary codes that can be utilized on-line to forecast the temperature evolution of the liquid steel in the tundish and in the ladle. Since the computing time is much smaller than that of real process, plant operators have the chance to correct process variables to achieve an adequate temperature control and a free trouble production route from the LD converter to the caster.
NOTATION
| a0, a1, a2 | coefficients of the ladle teeming temperature analytical expression |
| Ai | heat transfer area (m2) |
| ċ | cooling rate of liquid steel in the ladle (ºC/min) |
| cst | specific heat of liquid steel ( J/kg ºC) |
| c | specific heat of refractory lining (J/kg ºC) |
| C | global capacitance matriz |
| F | global load vector |
| he | external heat transfer convective coefficient (W/m2 ºC) |
| hin | internal heat transfer convective coefficient (W/m2 ºC) |
| hst | heat transfer convective coefficient between liquid steel and refractory wall (W/m2ºC) |
| k | thermal conductivity of refractory lining (W/mºC) |
| K | global conductance matrix |
 | inflow mass of steel (kg/s) |
 | outflow mass of steel (kg/s) |
| Mst(t) | mass of steel in the tundish (kg) |
| n | outward normal |
| N | shape function |
| qi | heat transfer flux (W/m2) |
| qrad | radation heat flux (W/m2) |
| t | time (s) |
| ti | ladle teeming start time (s) |
| tteem | ladle teeming end time (s) |
| tdelay | time elapsed in the tourret before teeming |
| T | refractory lining temperature (ºC) |
| Tair | ambient temperature (ºC) |
| Tladle | ladle steel temperature (ºC) |
| Tst | steel tundish temperature (ºC) |
| Tstrat | stratification grade (difference between top and bottom steel ladle temperature) (ºC) |
| W | weighting function |
| ρ | density of refractory lining (kg/m3) |
| τ | stratification rate (ºC/s) |
REFERENCES
1. Alberni, R. and A. Leclerq, "Heat losses from liquid steel in the ladle and in the tundish of a continuous casting installation", Proc. of Mathematical Process Models in Iron and Steelmaking, TMS, London England, 157-164 (1973). [ Links ]
2. Austin, R.P., L.M. Camplin, J. Herbeston and I.J. Taggart, "Mathematical modeling of thermal stratification and drainage of steel ladles", ISIJ, 32, 196-202 (1992). [ Links ]
3. Deb, P., A. Mukhopadhyay, A. Ghosh, B. Basu, S. Paul, G. Mishra and P.K. Mukhopadhyay, "Prediction of temperature during processing through ladle furnace in LD2", Tata Search, 47-55 (1999). [ Links ]
4. Castillejos, A.H., F.A. Acosta, A. Betancourt, A. Flores, M.A. Pedroza, M.A. Herrera and R. Sepúlveda, "On-Line modeling for temperature control of ladles and steel during continuous thin slab casting", Iron and Steelmaker, 23, 53-63 (1997). [ Links ]
5. Charkraborty, S. and Y. Sahai, "Effect of slag cover on heat loss and liquid steel flow in ladles before and during teeming to a continuous casting tundish", Metallurgical and Material Transaction B, 23B, 135-152 (1992a). [ Links ]
6. Charkraborty, S. and Y. Sahai, "Effect of holding time and surface cover in ladles on liquid steel flow in continuous casting tundishes", Metallurgical and Material Transaction B, 23B, 153-167 (1992b). [ Links ]
7. Fredman, T.P., J. Torrulla and H. Saxén, "Two dimensional dynamic simulation of the stermal state of ladles", Metallurgical and Material Transaction B, 30B, 323-330 (1999). [ Links ]
8. Gastón, A., R. Laura and M. Medina, "Model for predicting steel temperature and thermal state of casting tundishes", Ironmaking and Steelmaking, 18, 370-373 (1991). [ Links ]
9. Gastón, A. and M. Medina, "Thermal modeling of casting ladles: high-alumina, dolomite, magnesite and magnesia-graphite refractories", Iron and Steelmaker, 23, 29-35 (1996). [ Links ]
10. Gastón, A., G. Sánchez Sarmiento and U. Bertezzolo, "TEMALC: Modelo computacional de la transferencia de calor de cucharas de acero líquido. Manual de Usuario". Informe Técnico de SOFT-ING Nº 013 (2000). [ Links ]
11. Gastón, A., G. Sánchez Sarmiento and J.S. Sylvestre Begnis, "Computational modelling of heat trasnsfer in a continuous casting tundish", Proc. of the 15th IAS Steelmaking Conference, 349-358 (2005). [ Links ]
12. Grip, C.E., K. Jonsson, S. Eriksson, L. Jonsson, P. Jönsson and Y. Pan, "Theoretical and practical study of thermal stratification and drainage in ladles of different geometry", Scandinavian Journal of Metallurgy, 29, 30-38 (2000). [ Links ]
13. Gupta, N. and S. Chandra, "Temperature prediction model for controlling casting superheat temperature, ISIJ International, 44, 1517-1526 (2004a). [ Links ]
14. Gupta, N. and S. Chandra, "Prediction of tapping temperature for direct route heats at LD & SC", Tata Search, 181-189 (2004b). [ Links ]
15. Jormalainen, T. and S. Louhenkilpi, "A model for predicting the melt temperature in the ladle and in the tundish as a function of operating parameters during continuous casting", Steel Research Int., 77, 472-484 (2006). [ Links ]
16. Linka, J.W., A.W. Cramb and D.H. Bright, "A model for predicting the thermal history of a ladle of steel", Bethlehem Steel Corporation Report, 35-47 (1986). [ Links ]
17. Morrow, G. and R. Russell, "Thermal modelling in melt shop applications: theory and practice", Ceramic Bulletin, 64, 1007-1012 (1985). [ Links ]
18. Pan, Y., C.E. Grip and B. Björkman, "Numerical studies on the parameters influencing steel ladle losses rate, thermal stratification during holding and steel stream temperature during teeming", Scandinavian Journal of Metallurgy, 32, 71-85 (2003). [ Links ]
19. Petegnief, J., J.P. Birat, M. Larrecq, M. Bobrie, F. Lemière and Y. Fautrelle. "Temperature control for liquid steel for billet and bloom casting: the French experience", La Revue de Metalurgie-CIT, 86,47 (1989). [ Links ]
20. Pfeiefer, H., F. Fett, H. Schafer and K. Heinen, "Model zur thermischen simulation von stahlgiessepfannen", Stahl und Eisen, 104, 1279-1287 (1984). [ Links ]
21. Sánchez Sarmiento, G. and A. Gastón, "TEMPCU. An integrated system for the numerical simulation of the heat transfer and thermal stresses in casting ladles", Proc. of the 2nd Int. Symposium on Thermal Stressess and Related Topics, Rochester, New York, U.S.A, 8-11 (1997a). [ Links ]
22. Sánchez Sarmiento, G. and A. Gastón, "Thermal and stress analysis of casting ladles by an integrated FEM Code", Proc. of the Unified International Technical Conference on Refractories (UNITECR '97), New Orleans, U.S.A, 327-336 (1997b). [ Links ]
23. Tomazin, C.E., E.A. Upton and R.A. Wallis, "The effect of ladles refractories and practices on steel temperature control", Iron and Steelmaker, 13, 28-34 (1986). [ Links ]
24. Xia, J.L. and T. Ahokainen, "Transient flow and heat transfer in a steelmaking ladle during the holding period", Metallurgical and Material Transaction B, 32B, 733-741 (2001). [ Links ]
25. Zienkiewicz, O.C. and R. L. Taylor, The finite element method, McGraw Hill (1989). [ Links ]
26. Zoryk, A. and P.M. Reid, "On-line liquid steel temperature control", Iron and Steelmaker, 20, 21-27 (1993). [ Links ]
Received: May 18, 2007.
Accepted: August 25, 2007.
Recommended by Subject Editor Walter Ambrosini.

