










Serviços Personalizados
Journal

Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkLatin American applied research
versão impressa ISSN 0327-0793
Lat. Am. appl. res. vol.39 no.1 Bahía Blanca jan. 2009
ARTICLES
Aerodynamics of a fluidized bed of forestry biomass particles with mechanical agitation
R. M. Moreno†*, G. Antolín‡ and A. Reyes§
† Instituto de Materiales y Procesos Termomecánicos. Universidad Austral de Chile, Casilla 567, Valdivia, CHILE
‡ Departamento de Ingeniería Química, Universidad de Valladolid, 47011 Valladolid, ESPAÑA
§ Departamento de Ingeniería Química, Universidad de Santiago de Chile, Casilla 10233, Santiago, CHILE
* Author to whom correspondence should be addressed - email.rmoreno@uach.cl
Abstract -The aerodynamic behavior of wet forestry biomass particles mechanically shaken in a fluidized bed was analyzed with turning velocity between 0.5 and 2 r.p.s. It was concluded that the agitation exerts an important effect on the fluidization of wet biomass particles. The effect of the agitator is not relevant if the particles have low humidity content. In addition, a methodology based on the Ergun's equation for the calculation of the specific biomass particle surface, with a degree of acceptable correlation (R2 > 0.96) was proposed. For the prediction of the minimum fluidization velocity, a new correlation allowing fitting the experimental values with deviations of ± 15% for dry and wet particles, was also proposed.
Keywords -Fluidized Bed. Forestry Biomass. Agitated Fluidized Bed
I. INTRODUCTION
Drying is a process where momentum, energy and mass transfer take place simultaneously. The reliability in the design of particle dryers in fluidized bed depends, to a great extent, on the information available on the fluodynamics of the gas-solid interaction. The determination of drag coefficients for fluidized beds has been objective of many studies up to date. Some of them approached this problem considering the isolated particle and others considered the interaction with other particles, as in the case of a fluidized bed. In general, the theoretical analyses gave good results in particles or systems of regular geometry; in the case of irregular particles and/or turbulent flow, where the energy losses by kinetic effects are relevant in relation to the losses of viscous origin, the empirical analysis from more or less classic procedures prevailed. It has been observed that even the empirical determination of parameters such as the fluidization velocity, is not completely reproducible (Vanecek et al., 1966). Until now, there are not general fundamental studies applicable to any system and still prevails the idea to model particular systems rather than general ones.
The objective of this investigation is to study the aerodynamics in the solid-fluid interaction for a fluidized particle bed of forestry biomass for drying purposes. The study is designed to generate information for the further analysis of the convective heat and mass transfer between the fluidizing gas and the solids during the process of moisture removal in a fluidized bed with mechanical agitation.
The analysis of the aerodynamics of biomass particles in contact with air, allows to determine the minimum fluidization velocity Umf, such as the particle surface area Sp used in the determination of the convective heat and mass transfer coefficients. In addition, a prediction correlation of fluidization velocities within the range of Reynolds' number between 10 and 250, is proposed. The results are compared with those shown by other authors for fluidized bed systems.
II. THEORETICAL BACKGROUND
In particulated dense or high particle concentration systems, the mechanical, thermal and chemical behavior of a mixture of two or more continuous media have been subject of several studies following the work of Truesdell in the second half of the 50s (Atkin and Craine, 1976). In particular, works applicable to fluidized systems like those of Jackson (1971) and Kuipers et al. (1992) among others, have been developed.
Together with the balance equations it is necessary to include the characteristics of medium through constitutive equations. For slow flows of a fluid through a porous body (valid for low Reynolds' numbers), Darcy found that the resistant force between the fluid and a porous medium depends on the superficial velocity U = εu, considered without the presence of the porous medium. The well-known Darcy's law, for an incompressible flow, is written as:
 | (1) |
where P = p + ρg gz is the modified pressure.
In the case of a large particle fluidized bed as it is the situation of a biomass particle dryer, the pressure gradient in the fluid is governed by the viscous losses and the losses of kinetic energy (creeping-flow and inertial-flow). Thus, Darcy's law must incorporate the quadratic term and in such case, the global pressure drop in the particle bed Δp, remains as:
 | (2) |
that is equivalent to the particle beds developed by Ergun (1952)
 | (3) |
since it is possible to approximate ΔP ~ Δp. Thus:
 | (4) |
and
 | (5) |
For non spherical particles, Ergun's equation can be re-arranged taking into account that in this case the  ratio represents the specific surface area of an arbitrary particle of similar size, that is:
ratio represents the specific surface area of an arbitrary particle of similar size, that is:
 | (6) |
Thus, Ergun's equation can be applied to arbitrary particles where Dp correspond to the sphere diameter of an equivalent volume of the arbitrary particle and then:
 | (7) |
or to write the equation as:
 | (8) |
where the k1 and k2 constants can be written as:
 | (9) |
 | (10) |
and their values, depending on the bed porosity ε and of the particle's sphericity  , have been reported by several authors as shown in Table 1.
, have been reported by several authors as shown in Table 1.
Table 1. Values for k1 and k2 of equation (8) according several authors. 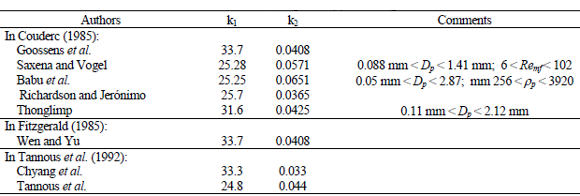
In the case of non spherical particles, when combining Eqs. (6) and (7), the equation can be rewritten in terms of Sp as follows:
 | (11) |
On a static particle bed, this equation indirectly allows estimating the particle surface area Sp. The Eq. (11) has the advantage to determine the specific surface area of a particle with experimental data of the pressure drops and superficial velocity without determining the equivalent size nor the particle's sphericity.
III. METHODS AND EXPERIMENTAL WORK
In the particle dryer shown in Fig 1 and 2, experiments to determine the pressure drops based on the superficial velocity of air in the drying chamber, were carried out. These experiments took place under resting conditions and in fluidized bed, with biomass particles of dp size equal to 0.89, 1.44, 1.59, 2.18 and 3.56 mm. One first run was done with particles with equilibrium moisture content (0.15 kg/kg dry base). Later, the tests were carried out with wet particles with 2.0 kg/kg of moisture d.b. The base weight of the dry and wet samples was 2.0 kg d.b. Thus, the density of particles, in hygroscopic and wet states, was 423 and 1044 kg/m3, respectively. The moisture content effect on the particle size (shrinking of biomass) was not considered in the study. The porosity of the bed ε was determined using values of particles density and bed density, and calculated separately for dry and wet biomass particles.

Fig. 1. Experimental equipment: (1) air blower; (2) motor; (3) frequency converter; (4) air heater (optional); (5) drying chamber; (6) air distributor; (7) power input for stirrer; (8) cyclone; (9) thermometer; (10) Bourdon manometer; (11) water manometer; (12) Pitot tube; (13) electric power.

Fig. 2. Drying chamber with agitation system; superior blades perpendicular to diagram.
For the tests with wet particles, they were dampened with a sufficient amount of water to guarantee the desired moisture content, introduced in a polyethylene deposit where they were shaken to improve the homogeneity of the moisture. The humid product was kept for 24 hours in the deposit to facilitate the moisture absorption by the solid parts and their uniformity. Before the product entering the chamber the sample's moisture was determined again to verify the moisture content of the test.
The air flow measurements were done using the Pitot's tube, and correcting the air's density based on the measured temperature and the pressure in the tubing where the dynamic pressure sensor was located.
The pressure drops, as a consequence of each biomass load in the dryer, were measured based on the superficial velocity using the turning speed of the mechanical agitator as a parameter to discover possible effects the turning speed could exert on the aerodynamics of the process.
In a biomass particle fixed bed, e can be calculated with particle density values (Moreno et al., 2004) and the density of the static bed. Thus,
 | (12) |
IV. RESULTS AND DISCUSSION
A. Minimum fluidization velocity
Figure 3 and 4 show two curves of pressure drops versus superficial velocity obtained with particles with equilibrium moisture and 1.85 mm size. It can be seen that in the case of none shaking bed (Fig. 3), the particles remain in rest until the bed, for a certain superficial velocity, abruptly expands to produce a considerably increase in the air flow. The fluidized bed was obtained at the 0.68 m/s velocity.

Fig. 3. Pressure drop in a non-agitation fluidized bed for dp = 1.85 mm and equilibrium moisture content.

Fig. 4. Pressure drop in an agitation-fluidized bed for dp = 1.85 mm and equilibrium moisture content; N = 1.0 r.p.s.
When the agitation velocity is increased to 1.0 r.p.s. (Fig. 4), the passage of fixed bed to fluidized bed is gradual obtaining a reduction in the velocity of fluidization down to 0.57 m/s. For greater agitation velocities the benefits are attenuated and the fluidization velocity remains between 0.58 and 0.6 m/s when the agitation velocities increase to 1.5 and 2.0 r.p.s. The behavior with the other particle sizes was similar, with obvious variations in the velocity values obtained, according to the particle size.
It has been possible to verify that the agitation has an important effect on the biomass particle aerodynamics especially when the particles have high moisture contents; in the case of particles of low moisture the effect is less. In order to confirm this fact the values of the fluidization velocities Umf were determined in a conventional fluidized bed and in a mechanically shaken one with agitation velocity N in the range of 0.5 to 2.0 r.p.s. The velocities are shown in Fig 5. Indeed, it can be observed that with dry biomass, fluidization velocities are smaller and the decrease of this operation variable when using a turning velocity of 2.0 r.p.s., is very small. Nevertheless, when the product is with high moisture the effect is relevant, bearing in mind that a high moisture biomass bed is impossible to fluidize. However, with 2 r.p.s. a fluidized state can be obtained using the velocities shown by the top curve in Fig. 5.

Fig. 5. Minimum fluidization velocity as function of particle size dp; ●, N = 2.0 r.p.s. and w = 0.12 kg/kg d.b.; ■, N = 0 r.p.s. and w = 0.12 kg/kg d.b.; ▲, N = 2.0 r.p.s. and w = 2.0 kg/kg d.b.
It is possible to emphasize that in the tests with bio-mass of small size (dp < 1.0 mm) and a 2.0 kg/kg moisture content, was not possible to obtain fluidization, despite the use of agitation velocities higher than 2.0 r.p.s. due to the formation of agglomerate impossible to break by the high forces exerted by the superficial tension of the water. In consequence, the value of Umf for this particle size is not indicated in Fig. 5.
According to these results and for the purpose of units of biomass drying design, as the drying process evolves, it is possible to decrease the velocity gradually from 2 to 0.5 r.p.s. This result agrees with those obtained by Reina et al. (2001). This could contribute to a saving in the energy consumption of the agitating mechanism, since in the final period of drying the fluidization state can be obtained exclusively with the air flow acting on the particles.
B. Particle surface area
For the calculation of the particle surface area Sp in the experimental trials, the points of the bed pressure drop graphs based on the superficial velocity were considered, corresponding exclusively to the condition of fixed bed.
The results of specific surface in the range of 0.89 to 3.56 mm particle size are in Fig 6. Each point of Fig. 6 corresponds to medium value of Sp obtained with several points of U-Δp graph, where U<Umf. The size dp corresponds to particles with hygroscopic moisture content, obtained by means of ASTM E-11 sieving.

Fig. 6. Particle surface area of dry and wet biomass particles as a function of the particle size dp.
These results can be correlated approximately with the following equations:
 | (13) |
for w = 0.15 kg/g and 0.89 mm ≤ dp ≤ 3.56 mm , and
 | (14) |
for w = 2.0 kg/g and 1.44 mm ≤ dp ≤ 3.56 mm.
When comparing the particle surface area values of dry biomass particles with those of high moisture content, it can be seen that there is a significant reduction in the area of contact between particles and the fluid when the biomass is loaded with high moisture. This decrease in surface has indirectly been detected by means of the measurements of pressure drops and superficial velocity. In fact, when correlating the data of pressure drops and superficial velocity through Ergun's equation, it was demonstrated that the Eq. (11) is satisfied with lower values of Sp in the case of wet particles. These reductions in the specific surface allowed to reasonably supposing that the contact area between particles and the fluid decreases as a result of superficial water bridges generated among particles in the bed. These water bridges could be causing the union forces among the solids and could also be the causes of the difficulty in obtaining a suitable fluidization of them in a conventional bed.
In order to investigate this fact, two experimental analyses with wet particles of dp size equal to 1.44 and 3.56 mm, in a mechanically shaking bed but with gas velocities lower than Umf, to guarantee the condition of fixed bed, were carried out. The results showed, that the turning velocity of the mechanical agitator when placing the particles in movement, without they reaching condition of fluidized bed, produces a reversion in the previously obtained results. That is, the movement of the mechanical agitator is able increase to the biomass - air contact surface to intermediate values of 5339 and 3510 m2/m3 for particles of 1.44 and 3.56 mm, respectively, as it is observed in the intermediate points of Fig 6. This increase of the specific surface is attributed to the effect the mechanical agitator would exert on the bed causing a breaking of the inter-particles forces created by the superficial water of the biomass. It is worth noting that the intermediate points in Fig. 6, are approximated because, despite the bed was not suspended or fluidized during these tests, the particles were with a certain movement due to the turning of the agitator.
C. Correlations for the calculation of Umf
A comparison of the experimental results obtained in the fluidization velocities Umf with those predicting the correlation (8), was also done. This equation is frequently used by the investigators by simply fitting the values of k1 and k2 constants, as shown in Table 1.
The comparison between the values predicted by this equation for biomass particles and the experimental results can be seen in Fig. 7 and 8, for particles of biomass with equilibrium moisture content and biomass of high moisture, respectively.

Fig. 7. Variation of Umf with the particle size dp for biomass with equilibrium moisture.

Fig. 8. Variation of Umf with the particle size dp for biomass with 2.0 kg/kg d.b. moisture content.
From the comparison done, it is possible to infer in both cases that despite the experimental values of Umf are within the velocity range predicted by the correlations informed in the literature, they do not predict the variation shown by the minimum fluidization velocity as the size of particle increases. In practice, as the size of particle increases, the fluidization velocity increases more than the other investigators, as observed in the slopes of the curves in relation to the experimental data of this study.
This type of behavior is attributed, according to the observation in the fluidization chamber, to the fact that greater size particles tend to catch themselves with greater facility within the bed, in comparison with the smaller ones, thus making their free suspension difficult. Thus, the fluidization of each particle is affected by the presence of others surrounding it. This behavior was observed with dry particles, where it was not necessary to use mechanical agitation for their suspension, as well as with wet particles where the mechanical agitation was used to desagglomerate the bed.
An additional cause why there is a lack of prediction capacity of the Eq. (8) is the high values of porosity experimentally obtained in this investigation. These e values are between 0.61 and 0.70 in dry particles bed and between 0.61 and 0.67 with wet biomass, which unlike many systems reported in the literature, are more elevated. This appreciation agrees with Kunii and Levenspiel (1969), who stated that for high porosity beds, such as those of fibrous particles, the deviations in the prediction of the pressure drop by Ergun's equation can be higher than ± 25 %. Within this category, the biomass particle analyzed in this investigation have to be included, since its structure is fibrous and the bed porosity reached values between 0.6 and 0.7; on the other hand, the sphericity of particles ranged between 0.24 and 0.36.
For the prediction of the Umf velocity, a new correlation using parameters of Tannous et al. (1992) is proposed here adopting k1 = 24.8 and k2 = 0.044, since it adjusts well in the range of small size particles. Nevertheless, this had to be corrected to consider the variation of the velocity Umf with the size of particle. In order to obtain this prediction, a geometric corrector factor based on the size of particle measured by sieve procedure dp, was chosen. Thus, the correlation pro-posed to predict the behavior of Umf can be written as
 | (15) |
where, the reference diameter D0 is 1 mm.
The corrected parameters of Tannous et al. (1992) as observed in Fig. 9 and 10, allows adjusting the experimental values with an acceptable correlation coefficient. The deviations in the predictions of Umf, based on dp, using the proposed correlation for dry particles as well as wet, are very low in most of the cases studied and only in two tests these deviations were -12 % and +15 %, as shown in Fig. 11. This result is considered satisfactory for the design of fluidized bed units. Based on the above, it is deduced that the adjustment exponent of 1/3 for the size of particle dp was satisfactory for particles with hygroscopic moisture content as well as for high wet particles.

Fig. 9. Variation of the minimum fluidization velocity Umf in relation to the particle size dp for dry biomass.

Fig. 10. Variation of the minimum fluidization velocity Umf in relation to the particle size dp for wet biomass.

Fig. 11. Comparison between experimental and calculated minimum fluidization velocities.
V. CONCLUSIONS
This work corresponds to an experimental study on the aerodynamic particle behavior of wet forest biomass in a fluidized bed with mechanical agitator.
Agitation has an important effect on the biomass particle aerodynamics if the particles have high moisture contents. The effect of the agitator is not relevant when fluidizing low moisture particles.
In the design of biomass drying units, the agitation velocity could be gradually decreased from 2 to 0.5 r.p.s., as the drying process evolves. This would contribute to a saving in the consumption of energy of the agitating mechanism since in the final drying period; the fluidization can be obtained exclusively with the air flow acting on the particles.
A methodology for the calculation of the biomass particle surface area is proposed based on Ergun's equation. The procedure allows obtaining correlations of Sp calculation based on the particle size dp with a good degree of approximation for the calculations of the heat and mass transfer coefficients (R2 > 0.96).
For the prediction of the Umf velocity, a new correlation based on the parameters of Tannous et al. and modified to consider the specific variation of the Umf velocity with the size of particle dp, is proposed. The correlation allows fitting the experimental values with ±15% deviations in the predictions of Umf for dry as well as wet particles.
NOMENCLATURE
| c | structural factor of porous medium in Darcy's equation. |
| Dp | diameter of the equivalent-volume sphere (m). |
| D0 | reference particle diameter (m). |
| dp | particle size according sieving method (m). |
| g | acceleration due to gravity (m/s2). |
| G | fluid mass velocity (kg/s m2). |
| k1, k2 | constants in the Ergun's equation. |
| K | permeability in the Darcy's law (m2). |
| L | bed height (m). |
| N | agitation speed (r.p.s.) |
| p | pressure (Pa). |
| P | modified pressure (Pa). |
| R2 | explanation variance |
| Sp | particle surface area per unit volume of solids (m2/m3). |
| U,U | superficial gas velocity (m/s). |
| Umf | minimum fluidization velocity (m/s). |
| w | moisture content in the biomass d.b. (kg/kg). |
| z | rectangular coordinate (m). |
| ε | porosity of bed (m3/m3). |
| sphericity. |
| μg | absolute gas viscosity (N s/m2). |
| ρg | density of fluidizing gas (kg/m3). |
| ρb | density of bed (kg/m3). |
| ρp | density of biomass particle (kg/m3). |
 | Galileo number. |
 | density ratio. |
 | Reynolds number. |
ACKNOWLEDGMENTS
The authors acknowledge the financial support of Dirección de Investigación of the Universidad Austral de Chile (Project: S200538), and to Universidad de Valladolid de España.
REFERENCES
1. Atkin, R.J. and R.E. Craine, "Continuum theories of mixtures: basic theory and historical development," Q. Journal Mech. Appl. Math., 29, 209-244 (1976). [ Links ]
2. Couderc, J.P., "Incipient fluidization and particulate systems", in Fluidization, 2nd ed. (J. F. Davidson, R Clift and D. Harrison, eds.), Academic Press, London, 1-46 (1985). [ Links ]
3. Ergun, S., "Fluid flow through packed columns," Chemical Engineering Progress, 48, 89-94 (1952). [ Links ]
4. Fitzgerald, T.J., "Coarse particle systems," in Fluidization, 2nd ed. (J. F. Davidson, R Clift and D. Harrison, eds.), Academic Press, London, 413-435 (1985). [ Links ]
5. Jackson, R., "Fluid mechanical theory," in Fluidization, (J. F. Davidson and D. Harrison, eds.), Academic Press, London, 65-119 (1971). [ Links ]
6. Kuipers, J.A.M., K.J. Van Duin, F.P.H. Van Beckum and W.P.M. Van Swaaij., "A numerical model of gas-fluidized beds," Chemical Engineering Science, 47, 1913-1924 (1992). [ Links ]
7. Kunii, D. and O. Levenspiel, Fluidization Engineering, John Wiley & Sons, Inc., New York, (1969). [ Links ]
8. Moreno, R., G. Antolín, A. Reyes and P. Alvarez, "Drying characteristics of forest biomass particles of pinus radiate," Biosystems Engineering, 88, 105-115 (2004). [ Links ]
9. Reina, J., E. Velo and L. Pigjaner, "Fluidization of waste-wood particles with mechanical agitation of the bed," Ind. Eng. Chem. Res., 40, 393-397 (2001). [ Links ]
10. Tannous, K., M. Hemati and C. Laguerie, "Fluidisation de grosses particules", in Fluidización y Sistemas Fluido/Partícula II, Universidad de Zaragoza, Zaragoza, 41-48 (1992). [ Links ]
11. Vanecek, V., M. Markvart and R. Drbohlav, Fluidized bed drying, Ed. Leonard Hill, London (1966). [ Links ]
Received: June 1, 2007.
Accepted: March 6, 2008.
Recommended by Subject Editor Walter Ambrosini.

