










Servicios Personalizados
Revista

Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkLatin American applied research
versión impresa ISSN 0327-0793
Lat. Am. appl. res. vol.40 no.1 Bahía Blanca ene. 2010
ARTICLES
Process simulation for water consumption minimization in pulp mill
K. Dionísio De Oliveira; M. Cardoso and R. Nicolato
Department of Chemical Engineering/ School of Engineering, Federal University of Minas Gerais (UFMG), 30160-030 Belo Horizonte, Brazil. katiadionisio@yahoo.com.br
Abstract - Reducing the use of fresh water can lead to energy savings when this is properly planned and executed. Chemical process simulation has proven to be an effective tool for performing a global analysis of water systems to identify routes for maximizing the process efficiency concerning to water recovery. System closure has been introduces in pulp mills resulting in simultaneous buildup of non-process elements (NPEs). This buildup generates operational problems in the bleach plant, the biggest consuming stage of water. This paper describes how to use computer simulation tools to carry out a global analysis of a bleach mill plant in Brazil, using WinGEMS and CADSIM simulators, and the NICA-Donnan Model to predict NPE (Mn2+, Fe3+, Mg2+, Ca2+) distribution. Results obtained from simulation in this paper show which changes in the Kraft pulp process in order to implement water savings should be associated to new advanced technologies. The simulated value results for the NICA-Donnan model have been satisfactorily compared with the measurement value. The model made a good description of NPE behavior, and might assist the pulp mill in operating problems caused by the buildup of those elements.
Keywords - Simulation Process; Fresh Water; Pulp Mill; NPEs.
I. INTRODUCTION
Pulp and paper mills, one of the most important sectors in Brazil, require a high volume of water to produce the pulp. The bleach stage is one of the biggest water consumers in Kraft processes. Therefore, the minimization of fresh water consumption in the bleach process is an important goal for this sector to achieve.
There are several ways to minimize water consumption in the pulp mill. One of them is system closure in pulp mills, made by inner optimization with water and energy recovery, which is specific for each pulp mill and its operating conditions. And another alternative is the computer simulation, which is more economical and represents a useful tool to evaluate possible alternative processes (Dogan and Guruz, 2004).
The first effort at closing the water circuit of a mill process took place at the Great Lakes Forest Products Bleach Pulp Mill in Thunder Bay, Ontario in the mid-1970s. Later, Norrstrom carried out a conceptual study of the closed cycle mill for the production of bleached chemical pulp (Parthasarathy and Krishnagoplan, 2001). So, the system closure in the pulp mill starts with quantification of water consumption in the stage of processing, with attention focused on the stages with highest consumption, followed by introduction of alternative processes and continuous monitoring of each stage's performance (de Andrade and d'Angelo, 2006; Oliveira 2006).
Nowadays, there are several modeling and simulation software available. The most commercial simulators used in pulp and paper mills are listed in Table 1. This software comprises of: (1) modular units, representing the operations that occur in the pulp mills; (2) executive program, responsible for administration of the modular units; and (3) databases of physicochemical and thermodynamic properties of all components involved in the pulp process. In this paper, WinGEMS and CADSIM have been chosen to predict and simulate the specific changes in the overall process.
Table 1-Pulp and Paper simulators (Connaghan and Wunderlich, 1999)

However, the water minimization through the recovery results in a simultaneous buildup of Non-Process Elements (NPEs). The NPEs are inert elements that are not within the Kraft recovery process. Their sources include wood chips; make-up lime; mill water and chemical reagents. When NPEs have accumulated in process streams, it has led to different operating problems in the bleach plant (Dogan and Guruz, 2004). Recent experiences have shown that NPEs can be modeled by computer simulations (WinGEMS and CADSIM) if fundamental models are carefully included in the simulation (Oliveira, 2006; Gu et al., 2004).
This paper describes how to use computer simulation tools (Oliveira, 2006; Gu et al., 2004) to carry out a global analysis of bleach plant mill in Brazil, using WinGEMS and CADSIM simulators. Furthermore, this study proposes to use NICA-Donnan Model to predict NPE (Mn2+, Fe3+, Mg2+, Ca2+) distribution (Duong et al., 2004; Koopal et al., 2005; Xiao and Englezos, 2005) and to simulate an alternative process to water consumption minimization through effluent recovery.
Simulation - The bleach of Kraft pulp mill is complex. There are many streams and significant number of variables. So, the computer simulation is a more economical alternative and represents a useful tool to evaluate possible process alternatives such as changing to new equipment and/or different operating conditions. Process simulation involves representing a chemical process through mathematical models. The main goals of mill process simulation are integration of stages and improve mill performance without directly affecting the process. Nowadays, many process simulation packages for steady-state and non-steady-state balances have been developed for the pulp and paper industry. Recent experiences have shown that these phenomena can be modeled by an existing modular simulator if fundamental models are carefully included in the simulation. Simulation was used to evaluate the conversion of a conventional oxygen delignification softwood bleach plant to TCF bleaching based on hydrogen peroxide. Other experiences in volatile organic compound (VOC) air emissions and bleaching have shown that the effects of process details can be modeled by an existing modular simulator (WinGEMS and CADSIM) if fundamental models are carefully included in the simulation (Dogan and Guruz, 2004; Oliveira, 2006; Gu et al., 2004). Both simulators, WinGEMS and CADSIM, are modular programs designed to perform the mass and energy balance calculations. Calculations are grouped together in modules called blocks (WinGEMS) or equipment (CADSIM). The programs have a wide selection of blocks or equipment, which perform specific process calculations. These blocks must be chosen and linked to create the block diagram (flowchart), which should represent the industry in particular. In this paper, the WinGEMS has been used for steady-state simulation and CADSIM for non-steady-state simulation.
However, WinGEMS and CADSIM simulations don't describe satisfactorily the behavior, concentration and distribution of NPEs (Oliveira, 2006). Therefore, in this paper it has been proposed a description of the complex behavior of NPEs through the NICA-Donnan thermodynamic model for simulation (Xiao and Englezos, 2005).
NICA-Donnan Model - When the pulp is suspended in solution, it has a significant charge quantity due to functional groups, the carboxylic and phenolic groups on the lignin/fibers structure. The presence of the functional groups is related to the adsorption of cations and ion exchange capacity. The metal binding to lignin/fiber structure may be by specific interactions between the cations and the functional groups with negative charge and by nonspecific electrostatic binding to any residual negative charge (Räsänen, 2003).
The NICA-Donnan Model was expanded from the Donnan theory to express specific binding (the NICA equation) and nonspecific binding (the Donnan equation). This model considers the equilibrium, electroneutrality, mass balance relationships, and binding metal with various functional groups on the lignin/fiber structure. This approach combines chemical heterogeneity and electrostatic effects (Xiao and Englezos, 2005; Susilo, 2003).
Nowadays, the application of NICA-Donnan Model has been improved by the computer program Visual MINTEQ of Gustafsson. Visual MINTEQ is a version of MINTEQA2, which was released by the USEPA in 1999 as a chemical equilibrium model for the calculation of metal speciation for natural waters. Visual MINTEQ has been developed to make the features of MINTEQA2 more easily accessible and it includes several options for adsorption and metal-functional group's interaction modeling (NICA-Donnan Model). The program can be downloaded from: www.lwr.kth.se/ English/OurSoftware/vminteq.
In this paper, the Visual MINTEQ software was chosen to represent the complexity of NPE behavior during the simulations.
II. METHODS
Pulp mills can be divided in two major processing lines: fiber and chemical recovery (Oliveira, 2006). The fiber processing line extends from the wood digester to the pulp bleaching section, passing by the brown pulp washing step. The main goal of the fiber processing line is to remove lignin from wood and to achieve high brightness pulp in the end of the bleaching sequence, at which the water used is very significant. In the present study, an Elemental Chlorine Free (ECF) eucalyptus kraft pulp bleach plant was used as the model system (Fig. 1). A five-stage bleaching sequence, OD(EPO)DP, was considered: oxygen delignification (O); chlorine dioxide (D); peroxide and oxygen extraction (EPO); chlorine dioxide (D); hydrogen peroxide (P). The simulation used in the paper has been divided in the follow steps:
- Acquisition data from the Brazilian mill (including samplings and measurements);
- Elaboration of flowchart for the bleach plant process / Evaluation and description of input data of the WinGEMS and CADSIM simulators;
- Validation of simulation;
- Development of NICA-Donnan/CADSIM computer program designed;
- Experiments measurements of samples and filtrate mill;
- NICA-Donnan/CADSIM computer program designed validation;
- Implementation of water minimization alternative and Simulation data after implementation.
Figure 1 - Bleach Plant Mill
Acquisition data mill - To simulate the bleach plant, about 25 sets of data, containing 5 variables per set, have been acquired from the Brazilian mill. These variables are listed in Table 2 and data acquisition from this mill unit extended by six months of operation. First, the data acquisition was taken over one hour of measurement values. After that, they were averaged over one day of measurement and used in the simulation afterwards.
Table 2 – Variables of the bleach plant

(*) consistency = pulp concentration
Flowchart and Simulation - The information obtained from the Brazilian mill was gotten through the PID system. And the acquired data mill was divided in two groups: 1) the project and design data which were fixed parameters 2) the operating variables which were flow-rates, pressures, temperatures and/or compositions of gases, water and steam, measured at several points in the bleach plant of the mill unit. Before the mill data has been input data for the WinGEMS and CADSIM simulation has been the quality control statistical with their data. Data collected during start-up operations and unstable operating conditions were removed from the database to avoid mass and energy balance errors. Input data for the WinGEMS and CADSIM simulation have been organized in an electronic Excel spreadsheet to be transmitted to the WinGEMS simulator by an executable routine programmed in Visual Basic computer language. For CADSIM, it wasn't necessary to use a programmed executable routine because the software has a facilitated interface with Excel. With all information from this spreadsheet, the WinGEMS and CADSIM simulators start to run to solve the mass and energy balance models by iterative calculations. The iterations stop when the convergence criterion is reached. Results from WinGEMS and CADSIM simulations include the operational variables of each equipment and flow-rate. Simulated results are available in another Excel spreadsheet for being compared to actual mill data.
Validation of Simulation - For validating the models and the simulation methods used, the measured values in the bleach plant and simulated values were compared. The validation of simulation was confirmed by statistic analysis through the Relative Average Error (RAE) of the variables, defined by Eq.1
 | (1) |
ymeasured is the mill data and ysimulated is the predicted values by CADSIM and WinGEMS simulators; N is the data number(Costa et al., 2005).
NICA-Donnan/CADSIM computer program designed - the NICA-Donnan application was developed linking the CADSIM simulator to Visual MINTEQ (NICA-Donnan Model) software by an executable routine programmed in C++ computer language.
The NICA-Donnan Model was used to describe specific binding (the NICA equation) and nonspecific binding (the Donnan equation) between metal with various functional groups (carboxylic and phenolic groups) on the lignin/fiber structure (Xiao and Englezos, 2005).
The derivation of the NICA-Donnan model has been seen in the papers of Kinniburgh et al. (1996; 1998; 1999) and will not be repeated here. The final expression of the consistent NICA model for multicomponent binding states that the amount bound, Q, of a component i, at solution concentration ci, is given by Eq.2. The values of parameters used in the paper have presented in Table 3.
 | (2) |
Table 3 – Recommended Generic NICA-Donnan Model Parameters for metal-ion binding by phenolic and carboxylic groups (Milne et al., 2003).
The subscripts 1 and 2 refer to the carboxylic- and phenolic groups distribution, respectively; subscript H refers to the proton; Qi is the total amount of component i bound to the surface of the lignin/fiber structure (mol kg-1); Qmax is the amount possible of sites (mol kg-1);  is the median affinity constant for component i; and ci is the local concentration of component i near the binding sites (mol L-1). The value of p (0<p=1) determines the width of the distribution due to the intrinsic chemical heterogeneity of the sorbent and is the same for all components. The parameter ni accounts for the "non-ideal" behavior (n?1, non-ideal; n = 1, ideal) of component i, for ion adsorption, ni takes values of 0<n=1.
is the median affinity constant for component i; and ci is the local concentration of component i near the binding sites (mol L-1). The value of p (0<p=1) determines the width of the distribution due to the intrinsic chemical heterogeneity of the sorbent and is the same for all components. The parameter ni accounts for the "non-ideal" behavior (n?1, non-ideal; n = 1, ideal) of component i, for ion adsorption, ni takes values of 0<n=1.
For non-specific binding interactions (Donnan equilibrium) the lignin/fiber structure is regarded as an electrically neutral homogeneous phase, which is separated from the external solution. The presence of fixed charged phenolic and carboxylic groups on the lignin/fiber structure induces a Donnan equilibrium. This Donnan phase has a particular volume throughout which there is a uniform, averaged electrostatic potential known as the Donnan potential. The volume of the Donnan phase can be related to the swelling properties of the pulp suspensions. In the Donnan equilibrium, the assumed volume is that the Donnan volume value and it depends on the strength according to expression in Eq.3 (Milne et al., 2003; Xiao and Englezos, 2005)
 | (3) |
where I is the ionic strength and b is an empirical parameter describing how the Donnan volume varies with ionic strength. The value of b is adjustable within the model and is a property of the type of the carboxylic groups. For phenolic groups in particular, the calculated Donnan volumes are too large given the small size of the molecules, so the Donnan volume is also assumed to include a contribution from the diffuse double layer surrounding the particle. Altogether b is positive, indicating that the Donnan volume increases with decreasing ionic strength. A smaller b value suggests a smaller Donnan volume. Therefore the relationship given by Eq. 3 also accounts for the expansion of the diffuse double layer in dilute solutions.
Experiment measurements of samples and filtrate mill- For experiment measurements, 10 samples, which were pulp and filtrate, have been collected from bleach plant mill. The pulp was collected before the washer and filtrate was collected after the washing of the pulp for each bleach stage. Later, the amount (mg/L) of NPEs (Mn2+, Fe3+, Mg2+, Ca2+ ) was measured from these samples (pulp and filtrate) by atomic absorption spectrophotometer (Varian-Spectro AA400).
NICA-Donnan/CADSIM computer program designed validation - After, the experiments measured were transformed in kg/m3 for input in the NICA-Donnan/CADSIM computer program designed and it the routine programmed in C++ computer language was executed. To validate the NICA-Donnan/CADSIM computer program designed, the experiments and simulated values were compared. The analysis made in this paper was a qualitative analysis, only to describe the applicative efficiency developed in this paper to evaluate the NPEs behavior in the bleach plant mill.
Implementation and simulation of water minimization alternative - The water reduction alternative proposed and discussed in this paper was made by using alkaline filtrate (EPO) in the P washer to substitute the fresh water used in this stage (Fig. 2). Although the reuse of (EOP) filtrate to wash P-stage pulp is not a common mill practice, this alternative could be implemented and this concept was applied here since such filtrate had a low color in the bleach plant evaluated (Tervola and Räsänen, 2005).
Figure 2 - The alternative of fresh water minimization
III. RESULTS
Simulated values of all variables of the bleach plant mill are shown in Fig. 3 and Fig. 4, using WinGEMS and CADSIM simulator, respectively. The simulated values are in close agreement with measured values and were confirmed by low values of the relative average error (RAE) of these variables. For the kappa number variable was found an error of 10.57% because the simulator model used to predict the variable is specific for each mill, pulp and operating conditions. The same situation was observed for brightness variable, which showed errors of 1.95%, 5%, 1.75%, 0.46%, 1.42% and 0.21%, for the successive five bleach stages. For the other variables: volumetric flow rate, pH's filtrate, temperature and consistency of pulp errors over 1% were found. As corroborated by simulations results obtained here, that WinGEMS and CADSIM simulators can be used to describe the bleach variables in Kraft process mill.



Figure 3 - Comparison between the measured values and the simulated values by WinGEMS simulator.
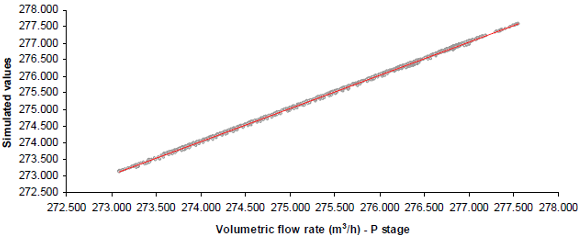


Figure 4 - Comparison between the measured values and the simulated values by CADSIM simulator.
The simulation of NPEs distribution in the bleach plant using NICA-Donnan/CADSIM computer program designed was a satisfactory agreement between simulation values and experiment values. The high error values found for NPEs evaluated in this work are shown in Table 4. This proposed NICA-Donnan/CADSIM computer program designed for simulation methodology should be used only for qualitative analysis of NPE behavior in the process mill. In the next works, it would be necessary to improve this applicative to be implemented in mills and provide information about NPE accumulation in the bleach mill. This accumulation avoids the following operational problems: loss of hydrogen peroxide and consequently of pulp brightness by Mn2+ complexation, incrustation in tubes by the calcium oxalate formation; increase of chemical consumption by Fe3+ and incrustation in equipment by Mg2+.
Table 4 – significant Relative Average Error of NPEs evaluated by NICA-Donnan/CADSIM computer program designed.

*In these bleaching stages the NPES not shown significant relative average error.
The alternative of fresh water minimization in the bleach plant was made by using alkaline filtrate (EPO) in the P washer to substitute the fresh water used in this stage (Fig. 2). Simulation of this alternative resulted in an average savings of 219 m3/h volumetric flow rate of fresh water (savings of 74%). The implementation of this alternative might signify savings of fresh water/air-dried pulp ton. The simulation after EPO filtrate recovery and NPE distribution are shown in Figs. 5 to 9. The EPO and 2nd D stage have significant changes after simulation of EPO filtrate recovery. However, in the other bleaching stages there have been no significant changes about NPEs distribution. There has been an increase of Ca2+, Mn2+ and Mg2+ concentrations in filtrate (36%, 15%, 12%) in the EPO stage consequently. In the same stage there is a decrease of Fe3+ concentration (12%). In the 2nd D stage there is a decrease of 3% and 2% of Ca2+ and Mn2+ in pulp. The alternative implementation would require special attention to the observed increase of manganese in the EPO stage and calcium in the D1 stage which used the filtrate's 2nd D stage for pulp washing because operational problems. It is important to show that this work took into account only a simulation, without measured values and validation was not possible. This validation should be the focus of future research.

Figure 5 - Comparison between simulated values and experiments values of NPEs distribution (O stage).

Figure 6 - Comparison between simulated values and experiments values of NPEs distribution (1st D stage).

Figure 7 - Comparison between simulated values and experiments values of NPEs distribution (EPO stage).

Figure 8 – Comparison between simulated values and experiments values of NPEs distribution (2nd D stage).
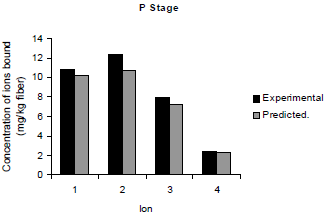
Figure 9 – Comparison between simulated values and experiments values of NPEs distribution (P stage).
IV. CONCLUSIONS
This paper shows that the application of the simulation methodology to water minimization opportunities must contribute to significant savings in pulp mills. However, changes the conventional Kraft process for implementation these opportunities should be associated to new advanced technologies to include techniques for application of filtrates cleaner concepts in the bleach plant mill.
The bleach plant process simulations showed in this paper describe satisfactorily the bleach plant mill. This conclusion is further corroborated by low values of relative average error when measured and simulated values were compared. The process simulation allowed a broader view of the bleach plant and provides important information about performance process.
The NICA-Donnan/CADSIM computer program designed in this work allowed qualitatively to describe the behavior NPEs (Mn2+, Fe3+, Mg2+,Ca2+) in the bleach plant. This conclusion is further corroborated by NPEs behavior when measured and simulated values were compared.
Finally, this simulation methodology associated to computational methods for process integration must be applied to the overall industrial process since all units are linked together and any change in one operation affects the others.
REFERENCES
1. Connaghan, C and R. Wunderlich, Developing, Implementing and Maintaining an Energy Efficiency Program; Energy Cost Reduction in the Pulp and Paper Industry, Browne, T.C. Tech. Ed. Paprican, (1999). [ Links ]
2. Costa, G.A., M. Cardoso, S.W. Park and H.S.M. Brandão, "Desenvolvimento de uma metodologia para análise e determinação dos coeficientes globais de transferência de calor de uma unidade de evaporação de licor negro", O papel, 11, 66-69 (2005). [ Links ]
3. de Andrade, A. and J.V.H. d'Angelo, "Reuse of white water in washing process of pulp bleaching plant", O papel, 12, 57-72 (2006). [ Links ]
4. Dogan, i., and A.G. Guruz, "Waste minimization in a bleach plant,· Advances in Environmental Research, 8, 359-369 (2004). [ Links ]
5. Duong, T.D., M. Hoang and K.L. Nguyen, "Extension of Donnan theory to predict calcium ion exchange on phenolic hydroxyl sites of unbleached Kraft fibers", Journal Colloid and Interface Science, 276, 6-12 (2004). [ Links ]
6. Gu, Y., B. Malmberg and L. Edwards, "Prediction of metals distribution in mill processes, Part 1: Metals equilibrium model", Tappi Journal, 3, 26-32 (2004). [ Links ]
7. Kinniburgh, D.G., C.J. Milne, M.F. Benedetti, J.P. Pinheiro, J.D. Filius, L.K. Koopal and W.H. van Riemsdijk, Environ. Sci Technol., 30, 1687-1698 (1996). [ Links ]
8. Kinniburgh, D.G., W.H. van Riemsdijk, L.K. Koopal and M.F. Benedetti, "Ion Binding to Humic Stubstances: Measurements, Models, and Mechanisms", Adsorption of Metals by Geomedia; Jenne, E. A., Ed.; Academic Press: San Diego, CA, 483-520 (1998). [ Links ]
9. Kinniburgh, D.G., W.H. van Riemsdijk, L.K. Koopal, M. Borkovec, M.F. Benedetti and M. J. Avena, "Ion binding to natural organic matter: competition, heterogeneity, stoichiometry and thermodynamic consistency", Colloids Surf. A: Physicochem. Eng. Aspects, 151, 147-166 (1999). [ Links ]
10. Koopal, L.K., T. Saito, J.P. Pinheiro and W.H. Riemsdijk, "Ion binding to natural organic matter: General considerations and the NICA-Donnan model", Journal Colloid and Surfaces, 265, 40-54 (2005). [ Links ]
11. Milne, C.J., D. Kinniburgh, W.H. Riemsdijk and E. Tipping, "Generic NICA-Donnan Model Parameters for Metal-Ion Binding by Humic Substances", Environ. Sci. Technol., 37, 958-971 (2003). [ Links ]
12. Oliveira, K.D., A method to minimize water consumption during bleaching of eucalyptus pulp. Thesis for the degree of Master Science of Department of Chemical Engineering, Federal University of Minas Gerais, Brazil (2006). [ Links ]
13. Parthasarathy, G. and G. Krishnagoplan, "Systematic reallocation of aqueous resources using mass integration in a typical pulp mill", Advances in Environmental Research, 5, 61-79 (2001). [ Links ]
14. Räsänen, E. Modeling ion exchange and flow in pulp suspensions. Thesis for the degree of Doctor of Technology, Helsinki University of Technology, Espoo, Finland (2003). [ Links ]
15. Susilo, R., Interaction of Iron with Wood Pulp Fibers, M.A.Sc. Thesis, University of British Columbia, (2003). [ Links ]
16. Tervola, P. and E. Räsänen, "A cake-washing model with an overall cation transfer in kraft pulp washing", Chemical Engn. Science, 60, 6899-6908 (2005) [ Links ]
17. Xiao-Sen, L. and P. Englezos, "Application of the NICA-Donnan approach to calculate equilibrium between proton and metal ions with lignocelluloses materials", Journal Colloid and Interface Science, 281, 267-274 (2005). [ Links ]
Received: July 14, 2008.
Accepted: March 13, 2009.
Recommended by Subject Editor Orlando Alfano.

