










Services on Demand
Journal

Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO
Related links
-
 Similars in
SciELO
Similars in
SciELO
Share

 Permalink
PermalinkLatin American applied research
Print version ISSN 0327-0793On-line version ISSN 1851-8796
Lat. Am. appl. res. vol.43 no.2 Bahía Blanca Apr. 2013
Exergy analysis of the clinker production applying scrap tires as fuel
M.L.G. Reno, R.j. Silva and M.N. Belato
Dto. de Eng. Mecânica, Univ. Federal de Itajubá, Av BPS 1303, Itajubá, Minas Gerais, Brasil
malureno@yahoo.com.br, rogeriojs@unifei.edu.br, maribelato@yahoo.com.br
Abstract— The finite nature of global fossil fuel resources, high prices and most importantly, their damaging effect on the environment underscore the need to develop alternatives for industrial systems include the cement production process. This industry is classified as energy intensive consumption, so the application of the alternative fuels in cement production can extend fossil fuel supplies and help resolve air pollution problems associated with the use of conventional fuels. This paper proposed to analyze the clinker production from energy and exergy view point, applying the alternative fuel scrap tires with aim of reducing the fossil fuel consumption. The results achieved energy efficiency of 75%, exergy efficiency of 37% with the main irreversibility source provider of rotary kiln
Keywords— Clinker; Alternative Fuel; Exergy and Energy Analysis.
I. INTRODUCTION
Cement production is one the major industries driving Brazil's national economy, and production trends within the industry have been dynamic throughout the past 30 years. Today, Brazil has become the largest cement producer among all Latin American countries, and it is ranked 7th in the world for cement production (SNIC, 2010).
One important aspect of the cement industry is that the cement production is an energy intensive process, consuming about 4 GJ per ton of cement product. Electricity and fuel energy have a portion of approximately 55% among all the costs (Ari, 2011).
The exergy losses concentrates in process of clinker production, which consumes a large amount of the fuel, corresponding 94.3% of the total exergy loss in the overall system when it is compared with the material preparation and clinker crushing process (Akiyama et al., 2000).
Cement production also generates more carbon emissions than any other industrial process (IEA, 2007). As result the cement industry represents 5% of global total CO2 emissions from fuel use and industrial activities (Huntzinger and Eatmon, 2009). According to the International Energy Agency's (IEA) and Greenhouse Gas R&D Programme (Hendriks et al., 2000), cement production generates an average world carbon emission of 0.81 kg CO2 per kg cement produced. Approximately 60% of CO2 emission is generated from chemical reactions involved in the clinker production (Renó et al., 2012).
However the cement industry recognizes its responsibility to manage the environmental impact associated with the manufacture of its products. Over the past 20 years specific energy consumption has been reduced by about 30%, equivalent to approximately 11 million tons of coal per year. One way for achieving this energy saving is the use of waste as alternative fuels and raw materials to reinforce its competiveness and at the same time contribute to solutions to some of society's waste problems. The use of alternative fuels today substitutes approximately 2.5 million tons of coal every year. Thus, in this context this paper focused on analyzing from energy view point the clinker production applying alter-native fuel.
The use of wastes as alternative fuels in cement in-dustry has numerous benefits such as (Trezza and Scian, 2000):
| - | Reduction of the use of nonrenewable fossil fuels as well as the environmental impact associated with fossil fuel production; | |
| - | Helpful in recovering energy from waste and to find a solution to the problem of waste management; | |
| - | The cement quality and its compatibility with the environment not decrease; | |
| - | The use of wastes as alternative fuel does not in-crease the costs; on the contrary, it brings profits. |
Other aspect of alternative fuels in cement industry is the favorable conditions inside rotary kiln where occurs the clinker burning, as high temperature, alkaline environment, oxidizing atmosphere, good mixture of gases and products, and sufficient time for the disposal of hazardous wastes. The rotary kiln is also advantageous in relation (Mokrzycki and Uliasz-Bochénczyk, 2003):
| - | Does not require any additional source for waste treatment | |
| - | It is much cheaper to adapt a cement kiln to waste incineration than build a new incineration plant |
However the use of waste-derived fuel presents certain limitations such as the volume of waste, which fed to the kiln, cannot change the kiln running and the clinker quality. There are also limitations related to environmental safety, since the wastes should be used in accordance with rules which ensure that incineration products do not have an adverse impact on the process of clinker production.
Madlool et al. (2012) defend that the use of alternative fuel or waste heat recovery could be good solution. However, challenges associated with the use of alternative fuels must be overcome.
Other advantage is that the use of alternative fuels can reduce the cost of energy that varies between 25% and 35% of total direct costs (Karbassi et al., 2010).
With this idea this works proposes an energy and exergy analysis of clinker production applying scrap tires as fuel, showing the contribution of scrap tires for exergy and energy input. As well as discover the causes and quantitatively estimate of the imperfection of a clinker production.
II. METHODOLOGY
A. Exergy Analysis
The advantage of the exergy analysis in relation of energy analysis is based that the first uses the First and Second laws of Thermodynamics, while the energy analysis uses only the First law of Thermodynamics. So with the exergy analysis is possible to identify the thermodynamic inefficiency's cause, especially in rotary burner of clinker production (Camdali and Tunc, 2004, Sogut, 2005).
According with Utlu et al. (2006) the main purpose of exergy analysis is discover the causes and quantitatively estimate the magnitude of the imperfection of a thermal or chemical process. The results lead to a better understanding of the influence of thermodynamic phenomena on the process effectiveness and determination of the most effective ways of improving the process.
In work Madlool et al. (2012) was done a review of exergy analysis for cement industry. The results appointed that the exergy efficiency for cement production units ranges from 18% to 49% and the exergy losses are higher in the kiln.
Karimi and Abedi (2008) computed an assessment of the energy and exergy input for each stage of the cement production process. The same study of exergetic analysis was evaluated by Koroneous et al. (2005), but analyzed the cement production in Greece. The results of this study show that although a large quantity of waste heat can be recovered, 50% of exergy is lost during the cement production process.
In this work, it was assumed that the clinker production is a process that involves chemical reactions with high temperatures, so there are two main kinds of exer-gy: physical and chemical. The kinetic and potential exergy are insignificant compared to other two.
Physical exergy also known as thermodynamic exergy is the maximum possible work that can be gained in a reversible process from an initial condition (T, P) to the environment states (To, Po). The specific physical exergy can be expressed as Eq. (1) (Kolip and Savas, 2010):
 | (1) |
where h and s are the enthalpy and entropy from initial condition and h0 and s0 are the enthalpy and entropy from environment states.
In this study the variation in enthalpy and entropy of the solid chemical compounds in the composition of the clinker were calculated by the Eq. (2) and Eq. (3):
 | (2) |
 | (3) |
where A, B, C, D are constants computed by Carvalho (1977). The values for the specific heat of the compounds used in the calculation of exergy of the gases and the clinker were obtained from the data re-ported by Perry and Chilton (1982). While the data relating to standard chemical exergy were obtained from Szagut et al. (1988). The constants A; B; C; D and the standard chemical exergy values are presented in Table 1 and Table 2:
Table 1 - Constants and chemical exergy (exch) values for raw material compounds
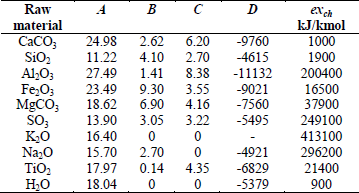
Table 2 - Constants and chemical exergy (exch) values for clinker compounds
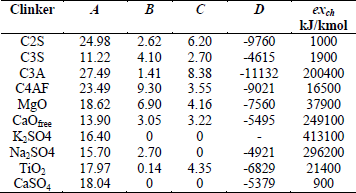
From Table 2 there are compounds that were produced inside of the kiln, where the raw material react at very high temperatures to form 3CaO.SiO2 (C3S), 2CaO.SiO2 (C2S), 3CaO.Al2O3 (C3A) and 4CaO.Al2O3.Fe2O3 (C4AF). Of these compounds, C3S and C3A are mainly responsible for the strength of the cement. High percentages of C3S (low C2S) results in high early strength but also high heat generation as the concrete sets. The reverse combination of low C3S and high C2S develops strengths more slowly (over 52 rather than 28 days) and generates less heat. C3A causes undesirable heat and rapid reacting properties, which can be prevented by adding CaSO4 to the final product (Santos, 2006; Paula, 2009).
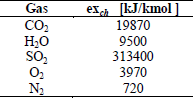
With relation to exergy of the gases formed or pre-sent during the clinker production, the Table 3 presents the standard chemical exergy of the gases, extracted of Carvalho (1997), Perry and Chilton (1982) and Szagut et al. (1988).
Table 3 - Standard chemical exergy (exch) of the gases
| Eraw material + Efuel alternative + Efuel + Ecooling - Epre heater exhaust - Ehot air exhaust - Eclin ker = Edestroyed | (4) |

Figure 1. Scheme of main exergy flows of clinker production
Now, with relation to energy view point, the energy balance can be computed according Eq. (5) and Eq. (6).
 | (5) |
 | (6) |
where  in is the rate of net energy transfer in, out is the rate of net energy transfer out by heat, work and mass,
in is the rate of net energy transfer in, out is the rate of net energy transfer out by heat, work and mass,  is the rate of net heat input and
is the rate of net heat input and  is the rate of net work output and h is the specific enthalpy.
is the rate of net work output and h is the specific enthalpy.
B. Parameters
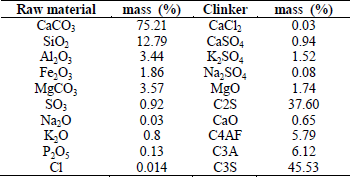
For computing the exergy and energy of main fluxes involved in clinker production, it was necessary to research the composition of the raw material, and computing the products formed from raw material in the pyro processing system (clinker). The composition of raw material and clinker are presented in Table 4, and they were gotten in Santos (2006).
Table 4 - Raw material and clinker composition
Besides of the raw material and clinker composition, the fuels compositions are important for exergy analysis. In this work were used conventional fuels, usually applied in cement industry, as petroleum coke, coal and charcoal. It was also applied residues as alternative fuels, specifically scrap tires.
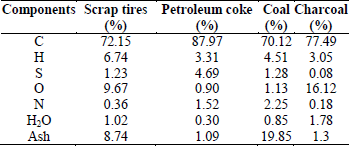
The composition of the alternative fuel (scrap tires) and fuels (coal, petroleum coke and charcoal) are presented in Table 5.
Table 5 - Fuels components and its mass percentages
With respect to cement plant parameters, the work selected parameters referred to cement plant that operates with horizontal rotary kiln with preheater cyclone of four stages. The main parameters are presented in Table 6.
Table 6 - Parameters used in cement plant

Lastly, this work considered that 21% of specific fuel consumption is supplied by alternative fuel (scrap tires). The others fuels were assumed the follow percentage: petroleum coke (33.46%), coal (19%) and charcoal (26.54%).
III. RESULTS
Thus, with the assumption previously described the exergy and energy balance was calculated. The results are presented in Figure 2, Figure 3 and Table 7.
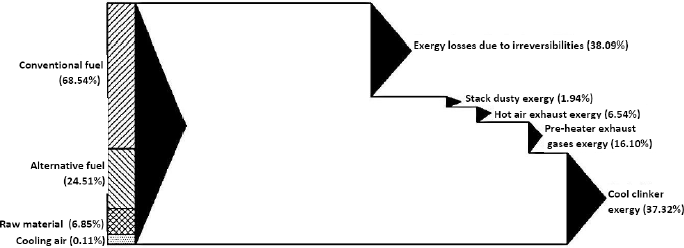
Figure 2 - Exergy balance diagram of clinker production
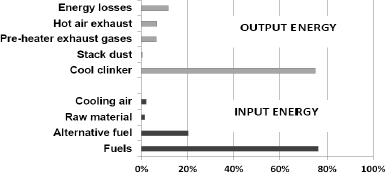
Figure 3 - Energy balance of clinker production
Table 7 - Exergy and energy balance of the cement production process
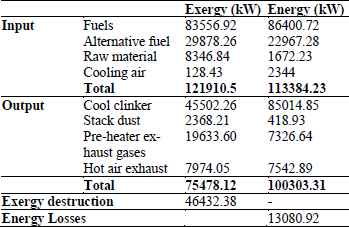
From results of Table 7 it is possible to confirm the advantage of exergy analysis in relation of the energy analysis. Because, the exergy efficiency computed was 37%, while the energy analysis was 75%. So the exergy analysis was better to available the energy inefficiencies of clinker production system.
The results in Table 7 and Figure 2 appoint that the irreversibility represents 38.09% of the global system, the main source of the irreversibility is the rotary kiln due to chemical reactions to form the clinker, as well as due heat loss through the wall of the kiln. The exergy efficiency of rotary kiln is approximately 41%.
The clinker cooler and pre-heater equipment have ir-reversibility due to heat exchange between the cooling air and the clinker, their exergetic efficiency are 75% and 66% respectively.
The pre-calciner presents an exergetic efficiency of 50%, the main source of irreversibility provide of calcination process.
In relation of the alternative fuels, in this work the use of scrap tires does not increase the exergetic efficiency, because it does not reduce the specific fuel consumption of the clinker production.
However, it is important its application because the low efficiency of clinker production increases the demand of fuels, consequently the costs, then use of alter-native fuel is viable, corresponding a reducing costs to cement plant.
In this study, as example, the alternative fuel (scrap tires) corresponded to 24.51 % of input exergy, consuming 20 kg scrap tires/t clinker. They are getting with low prices in the market (approximately US$ 2.0/per unit).
IV. CONCLUSIONS
In this paper an exergy and energy analyses were computed for a dry type cement plant that presents pre-heater cyclone calciner with four stages. Through a case study was analyzed the application of alternative fuels (scrap tires). According to the results obtained, the second law efficiencies of the system were estimated to be 37%.
Improvements of the exergy efficiency can be made by recycling waste energy from hot gases which has a considerable amount of exergy. This can be achieved by incorporating appropriate waste energy recovery sys-tem. As example, the heat transfer between gas and solid can improve if increasing the number of stages from cyclones (for five or six stages, as example).
The clinker cooler can increase the efficiency of the pre-calciner if increase the tertiary air temperature.
Another method of increase the exergy and energy efficiency is applying he mineralizers, with the purpose to reduce the thermal energy consumption, without altering the final properties of the product. For example, the mineralizing properties of the compounds CaF2 and CaSO4 have already been described in the literature.
The use of alternative fuel is important for a thermal system with low efficiency because it is possible to achieve reduction of costs, as well as ecologically justified and thanks to waste management
REFERENCES
1. Akiyama, T., K. Oikawa, T. Shimada, E. Kasai and Y. Yagi, "Thermodynamic Analysis of Thermochemi-cal Recovery of High Temperature Wastes," ISIJ International, 40, 286-291 (2000). [ Links ]
2. Ari, V.,"Energetic and Exergetic Assessments of a Ce-ment Rotary Kiln System," Scientific Research and Essays, 6, 1428-1438 (2011). [ Links ]
3. Camdali, U. and M. Tunc, "Thermodynamic Analysis of some Industrial Applications with Variable Ambi-ent Conditions," International Journal of Thermo-physics, 25, 1965-1979 (2004). [ Links ]
4. Carvalho, J.L.R., Thermodynamic Data for Metallur-gists, UFMG, Belo Horizonte (1977). [ Links ]
5. Hendriks, C.A., E. Worrell, D. Jager, K. Block and P. Riemer, "Emission Reduction of Greenhouse Gas-es from the Cement Industry," IEA Greenhouse Gas R&D Programme, www.ieagreen.org.uk, (2000). [ Links ]
6. Huntzinger, D.N. and T.D. Eatmon, "A Life-cycle Assessment of Portland Cement Manufacturing: Comparing the Traditional Process with Alternative Technologies," Journal of Cleaner Production, 17, 668-675 (2009). [ Links ]
7. IEA, International Energy Agency, "Tracking Industrial Energy Efficiency and CO2 Emissions," Available in: www.iea.org/w/bookshop/pricing.html (2007). [ Links ]
8. Karbassi, A.R., H.R. Jafari, A.R. Yavari, H. Hoveidi and H. Sid Kalal, "Reduction of environmental pol-lution through optimization of energy use in ce-ment industries," Int. J. Environ. Sci. Tech., 7, 127-134 (2010). [ Links ]
9. Karimi, G. and N. Abedi, "Assessment of the Energy and Exergy Utilization Efficiencies in Iranian Ce-ment Industries," 12th National Iranian Chemical Engineering Congress, Iran, (2008). [ Links ]
10. Kolip, A. and A.F. Savas, "Energy and Exergy Analyses of a parallel Flow, Four Stage Cyclone Precalciner Type Cement Plant," International Journal of the Physical Sciences, 5, 1147-1163 (2010). [ Links ]
11. Koroneos, C., G. Roumbas and N. Moussiopoulos, "Exergy Analysis of Cement Industry," Interna-tional Journal of Exergy, 2, 55-68 (2005). [ Links ]
12. Madlool, N.A., R. Saidura, N.A. Rahimb, M.R. Islama, M.S. Hossianb, "An exergy analysis for cement in-dustries: An overview," Renewable and Sustaina-ble Energy Reviews, 16, 921-932 (2012). [ Links ]
13. Mokrzycki, E. and A. Uliasz-Bochénczyk, "Alternative fuels for the cement industry," Applied Energy, 74, 95-100 (2003). [ Links ]
14. Paula, L.G., Thermoeconomic Analysis of the Production Process Portland Cement Co-Processing Waste Mixtures, M.Sc. Thesis, Federal University of Itajubá, Brasil (2006). [ Links ]
15. Perry, R.H. and C.H. Chilton, Chemical Engineers Handbook, McGraw-Hill Book Company, 5th edition, New York (1982). [ Links ]
16. Renó, M.L.G., F.M. Torres, R.J. da Silva, M.L.N.M. Melo, "Produção de Cimento Portland com o Uso de Coque de Petróleo e do Co-processamento de Resíduos Industriais," VII Con-gresso nacional de Engenharia Mecânica, São Luís (2012). [ Links ]
17. Santos, A.R., Generation of petroleum coke due its use in the production of Portland cement clinker, Ph.D. Thesis, Federal University of Itajubá, Brasil (2006). [ Links ]
18. SNIC, Sindicato Nacional da Indústria do Cimento (National Union of the Cement Industry), Available in: www.snic.org.br, (2010). [ Links ]
19. Sogut, M.Z., Energy Audit and Exergy Analysis in the Cement Factory, M.Sc. Thesis, Balikesir Univer-sity, Turkey (2005). [ Links ]
20. Szagut, J., D.R. Morris and F.R. Steward, Exergy Analysis of Thermal, Chemical and Metallurgical Process, Hemisphere Publishing Corporation, New York (1988). [ Links ]
21. Trezza, M.A. and A.N. Scian, "Burning waste as an industrial resource their effect on Portland cement clinker," Cement Concrete Research, 30, 137-144 (2000). [ Links ]
22. Utlu, Z., Z. Sogut, A. Hepbasli and Z. Oktay, "Energy and exergy analyses of a raw mill in a cement pro-duction," Applied Thermal Engineering, 26, 2479-2489 (2006). [ Links ]
Received: July 13, 2012
Accepted: October 30, 2012
Recommended by Subject Editor: Walter Ambrosini


{kind=link}