










Serviços Personalizados
Journal

Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkCiencia, docencia y tecnología
versão On-line ISSN 1851-1716
Cienc. docencia tecnol. no.53 Concepción del Uruguay dez. 2016
CIENCIAS EXACTAS Y NATURALES: INVESTIGACIÓN
Simulación de la destilación extractiva para la obtención de etanol anhidro empleando glicoles
Lauzurique Guerra, Yeney; Zumalacárregui de Cárdenas, Lourdes; Pérez Ones, Osney; Curbelo Rodríguez, Aloimy*
*Instituto Superior Politécnico José Antonio Echeverría, Cujae, Cuba.
Contacto: osney@quimica.cujae.edu.cu
Proyecto de investigación capes Cuba-Brasil: «Modelación matemática y simulación de procesos de separación en la producción de etanol anhidro para incrementar la eficiencia energética». Coordinado por Lourdes Zumalacárregui de Cárdenas (cujae) y Miguel Angel Iglesias Duro (ufba).
Presentado el 05/11/2015 y
admitido el 28/07/2016.
Resumen
Se evaluó la técnica de destilación extractiva empleando propilenglicol, etilenglicol, glicerol y una mezcla de etilenglicol y glicerol, por ser los solventes más empleados a nivel mundial. Para la simulación de las técnicas se utilizó el simulador de procesos hysys v3.2 y para su comparación se estableció un mismo flujo molar de etanol en la mezcla etanol-agua de 216,5 kmol/h. En todos los casos se obtuvo una composición molar de etanol anhidro mayor de 97 %. Se determinó la influencia de los parámetros de operación en la eficiencia de las tecnologías simuladas analizando seis casos de estudios. Además se realizó la comparación de las técnicas desde el punto de vista técnico- económico para determinar cuál es la mejor alternativa. Según la evaluación económica de las técnicas, todas las alternativas analizadas son económicamente ventajosas y en todas se logran ganancias netas, pero los mayores beneficios se obtienen en la destilación extractiva con etilenglicol.
Palabras clave: Deshidratación; Glicoles; Etanol anhidro; Simulación.
Abstract
Simulation of extractive distillation to obtain anhydrous ethanol using glycols
Extractive distillation was evaluated, using propylene glycol, ethylene glycol, glycerol and a mixture of ethylene glycol and glycerol, for being the most used solvents worldwide. Each technique was simulated with hysys v3.2 process simulator. The same ethanol molar flow (216.5 kmol/h) was established for ethanol-water mixtures, in order to compare results. Anhydrous ethanol composition was higher than 97 %. The influence of operating parameters on the efficiency of each simulated technologies was determined by analyzing six alternatives. A further comparison was done in order to select the best alternative from technical- economic point of view. Alternatives are economically advantageous because of their net profits. The greatest benefits are obtained with the extractive distillation using ethylene glycol.
Keywords: Dehydration; Glycols; Anhydrous ethanol; Simulation.
Resumo
Simulação de destilação extrativa para obter etanol anidro usando glicóis
Foi avaliada a técnica de destilação extrativa empregando propilenoglicol, etilenoglicol, glicerol e uma mistura de etileno glicol e glicerol, por serem os solventes mais utilizados em todo o mundo. Para a simulação das técnicas foi utilizado o simulador de processos hysys v3.2 e para sua comparação foi estabelecido um mesmo fluxo molar de etanol na mistura etanol-água de 216,5 kmol/h. Em todos os casos foi obtida uma composição molar de etanol anidro superior a 97 %. Analisando seis casos de estudo foi determinada a influência dos parâmetros operacionais na eficiência das tecnologias simuladas. Além disso foi realizada a comparação das técnicas a partir do ponto de vista técnico e econômico para determinar a melhor alternativa. Segundo a avaliação econômica das técnicas, todas as alternativas analisadas são economicamente vantajosas alcançando em todas lucro líquido, mas os maiores benefícios são obtidos na destilação extrativa com o etilenoglicol.
Palavras-chave: Desidratação; Glicóis; Etanol anidro; Simulação.
I. Introducción
La incertidumbre en los precios del petróleo llevó en la década de 1970 a que algunos países como Brasil y Colombia emprendieran programas nacionales de sustitución parcial de este combustible por fuentes energéticas renovables.
En la actualidad el uso del etanol carburante no solamente se implementa con el fin de solucionar las crisis económicas, sino también como una solución ecológica al gran impacto ambiental generado por los combustibles derivados del petróleo (Cardona et al., 2005; Cerpa, 2012).
El etanol constituye una fuente renovable de energía. Su mezcla con gasolina o petróleo proporciona un combustible de mejor calidad, principalmente porque es utilizado para oxigenar la gasolina. Esto permite un mayor completamiento de las reacciones de oxidación de los hidrocarburos y reduce las emisiones de monóxido de carbono (Pérez, 2014).
El proceso de producción de etanol anhidro ha sido inmensamente refinado y actualizado en años recientes, ganando en eficacia.
La primera etapa de este proceso es la fermentación, en la cual se provee una mezcla de etanol-agua con una concentración de etanol entre 4 % mol y 8 % mol; posteriormente el vino fermentado pasa a las columnas de destilación donde se obtiene como destilado el etanol hidratado. En función del uso, si se requiere una menor presencia de agua, será necesario deshidratarlo, como por ejemplo, para evitar problemas de corrosión, cuando se usa como combustible en los motores.
Existen diversas técnicas para deshidratar mezclas de compuestos orgánicos valiosos a nivel industrial. Dentro de ellas se encuentran la destilación por cambio de presión, la destilación azeotrópica, la destilación extractiva (con sales, con glicoles, con polímeros y con líquidos iónicos), la adsorción con tamices moleculares y la pervaporación (Uyazán et al., 2004; Uyazán et al., 2006; Uyazán et al., 2008; Pérez y Garrido, 2011; Kumar et al., 2010; Ríos y Marín, 2011; Álvarez et al., 2012, Pereiro et al., 2012; Mendoza y López, 2015; Gil et al., 2014). Como otras propuestas se encuentran los procesos híbridos que combinan diferentes técnicas y procesos.
Una de las técnicas más utilizadas en la industria es la destilación extractiva debido a los bajos consumos energéticos que conlleva esta operación, acompañados de los competentes costos de inversión inicial y de operación (Uyazán et al., 2008). Además, los solventes a emplear no son peligrosos. Entre los solventes más utilizados se tienen el propilenglicol, el etilenglicol y el glicerol; estos compuestos alteran las volatilidades relativas de los componentes de la mezcla. Debido a su baja volatilidad tienden a permanecer en la fase líquida, razón por la cual se alimentan en una de las etapas superiores para que su efecto sea a lo largo de toda la columna.
En Cuba solamente una destilería se dedica a la obtención del etanol anhidro mediante la técnica de destilación azeotrópica con ciclohexano. Debido a la importancia que reviste el uso del etanol anhidro como factor de reducción de la contaminación atmosférica y como energía renovable, se necesita potenciar su producción eficientemente.
En este trabajo se analiza la destilación extractiva empleando propilenglicol, etilenglicol, glicerol y una mezcla de estos dos últimos solventes, con el objetivo de determinar cuál de ellos tiene un mayor impacto en las condiciones técnico-económicas de Cuba.
II. Materiales y métodos
La simulación del esquema tecnológico de las técnicas de deshidratación estudiadas (destilación extractiva con propilenglicol, con etilenglicol, con glicerol y con mezcla de etilenglicol y glicerol (mezcla)) se realizó usando el simulador de procesos hysys v3.2.
HYSYS es un simulador de procesos de Hyprotech soportado en Windows, completamente interactivo con estructura modular no secuencial; presenta propagación de la información bidireccional y un flujo de la información parcial.
Posee un entorno de simulación modular tanto para el estado estacionario como para el régimen dinámico. Además, a partir de sus propiedades termodinámicas es capaz de realizar un análisis del medio donde se desenvuelve el proceso, para localizar las barreras de separación así como las curvas de destilación que definen al sistema de separación, y realiza un diseño moderno y económico de sistemas binarios y terciarios (ProModel, 2013).Dispone de rigurosos modelos para la evaluación de propiedades físicas y termodinámicas y de una base de datos de cerca de 1500 componentes que permiten el cálculo de propiedades de compuestos reales e hipotéticos; cuenta con un amplio conjunto de operaciones unitarias y otros utilitarios.
En este caso se escogió para trabajar el paquete de propiedades basado en el modelo de actividad de Wilson, para el comportamiento de las fases en equilibrio líquido-vapor y el nrtl para el equilibro líquido-líquido-vapor.
Se utilizaron mezclas de etanol-agua como fluido de trabajo, además del propilenglicol, el etilenglicol y el glicerol empleados como solvente.
Cada una de las técnicas fue simulada con datos obtenidos en la bibliografía existente. Para la selección de las fuentes se analizó la calidad de los resultados obtenidos; para la destilación extractiva con etilenglicol se utilizaron los datos ofrecidos por Bastidas et al. (2010), mientras que, para la destilación extractiva con glicerol se trabajó con datos adquiridos por Uyazán et al. (2006). En el caso de la destilación extractiva con mezcla se emplearon los datos alcanzados por Gil et al. (2014).
Para realizar la simulación de la destilación extractiva con propilenglicol se partió de la idea de que tanto el etilenglicol como el propilenglicol pertenecen a la misma familia de compuestos (glicoles), lo que justificó que se tomaran los datos de las corrientes de entrada a la columna extractora y los datos de las dos columnas de destilación que presenta el proceso, ofrecidos por Bastidas et al. (2010).
Para la comparación entre las técnicas de deshidratación simuladas, se tuvo en cuenta, que el flujo molar de etanol en la mezcla etanol-agua fuera el mismo, con un valor de 216,5 kmol/h.
II.1. Simulación de la destilación extractiva con glicoles
En la Figura 1 se aprecia el esquema de simulación de la destilación extractiva con glicoles, conformado por dos columnas consecutivas de destilación (extractora y recuperadora), un intercambiador de calor donde se emplea como fluido frío la mezcla de etanol-agua que se va a alimentar a la primera torre, una bomba y un mezclador. La solución alcohólica concentrada obtenida en la columna rectificadora ingresa a un plato de la columna extractora y unos platos más arriba se inyecta el agente de separación. En la región entre la alimentación del solvente y la de la solución, el agua se absorbe por el solvente, obteniéndose por el tope de la torre vapor de etanol anhidro. Este se condensa para convertirlo en producto final, mientras que la mezcla agua-modificador desciende a la base de la columna. Esta corriente se envía a la columna recuperadora, donde el agua se separa del solvente saliendo como producto de cabeza, mientras que el solvente recuperado se recicla a la columna extractora.

Figura 1. Esquema de simulación de la técnica de destilación extractiva con glicoles
La columna rectificadora no se muestra en la Figura 1 porque solo se tuvo en cuenta el área de deshidratación, al ser común el proceso anterior de producción del etanol hidratado.
En las Tablas 1 y 2 se muestran los datos y variables de decisión correspondientes a los módulos y las corrientes del esquema simulado según Uyazán et al. (2006); Bastidas et al. (2010) y Gil et al. (2014).
Tabla 1. Datos de las columnas de destilación

Tabla 2. Variables de decisión en la destilación extractiva con glicoles

Una vez que se verificó que el porcentaje de error del modelo utilizado era inferior a un valor dado (en este caso 5 %), se procedió a simular la técnica de destilación extractiva con glicerol y mezcla, pero a las condiciones de operación requeridas para poder realizar la comparación entre las técnicas de deshidratación simuladas (Tabla 3).
Tabla 3. Variables de decisión en la destilación extractiva con glicerol y mezcla para 216,5 kmol/h de etanol en el etanol azeotrópico

II.2. Estudio de casos
Con el objetivo de analizar la influencia que tienen determinadas variables sobre los parámetros característicos de cada proceso se realizaron estudios de casos para cada una de las técnicas de deshidratación de etanol simuladas anteriormente.
Los intervalos de presión, temperatura y flujo analizados en cada caso representan los intervalos más frecuentes de trabajo.
II.2.1. Estudio de caso en la destilación extractiva con glicerol
Caso 1: Influencia de la variación de la relación flujo molar de etanol azeotrópico alimentado en la primera columna (extractora)/flujo molar de solvente, sobre el flujo molar de etanol anhidro, cuando los flujos cambian desde 200 hasta 280 kmol/h y desde 90 hasta 130 kmol/h respectivamente, para relaciones entre 1,54 y 2,40.
Caso 2: Efecto de la temperatura del solvente sobre el flujo molar de etanol anhidro y la composición molar de etanol en esta corriente, para cuando la temperatura varía desde 60 °C hasta 100 °C.
II.2.2. Estudio de caso en la técnica de destilación extractiva con propilenglicol
Caso 3: Efecto de la variación del flujo molar de etanol azeotrópico entre 200 kmol/h y 250 kmol/h en la composición molar de etanol anhidro y en las energías en los condensadores y rehervidores de las columnas.
II.2.3. Estudio de caso en la técnica de destilación extractiva con etilenglicol
Caso 4: Efecto de la variación de la temperatura del solvente recirculado desde 80 °C hasta 104 °C sobre la fracción molar de etanol en la corriente de etanol anhidro.
Caso 5: Efecto de la variación de la temperatura del solvente recirculado desde 80 °C hasta 104 °C sobre los consumos de vapor de calentamiento 1 y 2 (Vapor de calentamiento en los rehervidores de la columna extractora y recuperadora respectivamente) y los consumos de agua de enfriamiento 1 y 2 (Agua de enfriamiento en los condensadores de la columna extractora y recuperadora respectivamente).
II.2.4. Estudio de caso en la técnica de destilación extractiva con mezcla
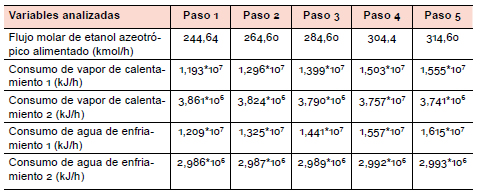
Caso 6: Influencia de la variación del flujo molar de etanol azeotrópico alimentado desde 244,64 kmol/h hasta 314,60 kmol/h sobre los consumos en los rehervidores y condensadores de las columnas.
III. Análisis de resultados
Los resultados obtenidos en este trabajo y los reportados por Bastidas et al. (2010) para varios parámetros de interés de la destilación extractiva empleando propilenglicol y etilenglicol se muestran en la Tabla 4. A partir de esta comparación se concluye que los esquemas de simulación desarrollados para las dos técnicas quedan verificados al tener errores relativos menores que 5 %.
Tabla 4. Comparación con los resultados alcanzados por Bastidas et al. (2010) para la destilación extractiva con propilenglicol y con etilenglicol

En la Tabla 5 se puede observar una comparación entre los resultados obtenidos en este trabajo y los reportados por Uyazán et al. (2006) para varios parámetros de interés de la destilación extractiva empleando glicerol. A partir de esta comparación se concluye que el esquema de simulación desarrollado la destilación extractiva con glicerol queda verificado al tener errores relativos menores que 5 %.
Tabla 5. Comparación con los resultados alcanzados por Uyazán et al. (2006) para la destilación extractiva con glicerol

La comparación con los resultados reportados por Gil et al. (2014) aparece en la Tabla 6 para varios parámetros de interés de la técnica de destilación extractiva con mezcla. A partir de esta comparación se concluye que el esquema de simulación desarrollado queda verificado al tener errores relativos menores que 5 %.
Tabla 6. Comparación con los resultados reportados por Gil et al. (2014) para la destilación extractiva con mezcla

En la Tabla 7 se presenta un resumen de los principales resultados obtenidos en la simulación de las técnicas de deshidratación de etanol estudiadas para dos corrientes de interés: flujo molar de etanol anhidro producido y fracción molar de etanol en el etanol anhidro, a partir de los cuales se realizó una comparación y se determinó la técnica más favorable. Además se analizaron las demandas de energía para el calentamiento y para el enfriamiento.
Tabla 7. Resumen de los principales resultados obtenidos en la simulación de las técnicas estudiadas para 216,5 kmol/h de etanol en el etanol azeotrópico

De la Tabla 7 se puede observar que a partir de un mismo flujo molar de etanol en la mezcla inicial, en las técnicas de destilación extractiva con glicerol y etilenglicol los flujos molares de etanol anhidro producidos son mayores, siendo el de la destilación extractiva con glicerol el mayor de todos. Al realizar un análisis de las composiciones molares obtenidas en la corriente de etanol anhidro, se evidencia que en la destilación extractiva con glicerol y con propilenglicol el etanol anhidro producido tiene mayor pureza.
Por otra parte, si se comparan las demandas de energía para el calentamiento se aprecia que la destilación extractiva con propilenglicol es 1,05 veces más consumidora que la destilación extractiva con etilenglicol, 1,16 veces más que la destilación extractiva con mezcla y 1,23 veces más consumidora que la destilación extractiva con glicerol. Estos índices repercuten de igual manera en el consumo de combustible requerido. La demanda de energía para el enfriamiento, asociada al consumo de agua, es 1,04 veces mayor al comparar la destilación extractiva con mezcla con la destilación extractiva con etilenglicol; así mismo se aprecia que la destilación extractiva con mezcla es 1,05 veces más consumidora que la extractiva con propilenglicol y 1,20 veces más que la destilación extractiva con glicerol.
En la Tabla 8 se presentan los resultados obtenidos en el caso 1. Se puede observar que al incrementar los flujos molares de alimentación de la columna extractora, manteniendo una relación entre 1,54 y 2,40, no se afecta la concentración final de etanol anhidro y aumenta el flujo molar del mismo en aproximadamente un 40 %.
Tabla 8. Resultados obtenidos en el caso 1

En la Figura 2 se puede observar cómo en la medida en que se incrementa la temperatura del solvente en aproximadamente un 67 %, disminuye el flujo molar de etanol anhidro en solo 0,014 %, mientras que la composición molar de etanol se mantiene constante.

Figura 2. Representación gráfica de los resultados obtenidos en el caso 2
En la Tabla 9 se aprecia que al aumentar el flujo molar de etanol azeotrópico en un 25 %, aumenta la potencia evolucionada en los condensadores, en el caso del condensador 1 correspondiente a la columna extractora la potencia aumenta en un 19,04 % aproximadamente, mientras que en el condensador 2 perteneciente a la columna recuperadora aumenta en un 25,17 %, por lo que a mayor flujo molar de etanol en el sistema, mayor energía será liberada en los condensadores.
Tabla 9. Resultados obtenidos en el caso 3

También se puede observar que la energía demandada en los rehervidores aumenta con el aumento del flujo molar de etanol azeotrópico alimentado (14,93 % para el rehervidor 1 y 28,36 % para el rehervidor 2), mientras que la composición molar de etanol en la corriente de etanol anhidro permanece constante.
En la Figura 3 se muestran los resultados correspondientes al caso 4.

Figura 3. Representación gráfica de los resultados del caso 4
En la Figura 3 se observa que la composición molar de etanol en la corriente de etanol anhidro es inversamente proporcional a la temperatura del solvente recirculado, es decir, al aumentar la temperatura del solvente recirculado en un 30 % disminuye la fracción molar de etanol en la corriente de etanol anhidro en un 0,50 %, lo cual no es ventajoso ya que se desea que esta corriente sea lo más pura posible, es decir, que tenga la mayor fracción molar de etanol.
En la Tabla 10 se aprecia que al aumentar la temperatura del solvente recirculado en un 30 % disminuye el consumo de vapor de calentamiento en el rehervidor de la columna extractora (vapor de calentamiento 1) en un 5,67 %, mientras que, en el rehervidor de la columna recuperadora el consumo de vapor de calentamiento (vapor de calentamiento 2) aumenta en 0,51 %. Es importante destacar que en este caso es mayor el ahorro de vapor que el aumento de consumo del mismo, por tanto, es ventajoso aumentar la temperatura del solvente recirculado ya que disminuye el consumo neto de vapor y con ello el de combustible.
Tabla 10. Resultados del caso 5
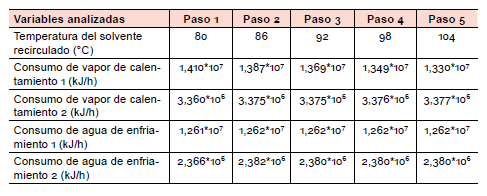
En la Tabla 10 también se puede observar que al aumentar la temperatura del solvente recirculado aumenta en un 0,59 % el consumo de agua de enfriamiento en el condensador de la columna recuperadora (Agua de enfriamiento 2), mientras que, la variación en el consumo de agua de enfriamiento en el condensador de la columna extractora (Agua de enfriamiento 1) es inapreciable.
A pesar de que el aumento de temperatura del solvente recirculado logra resultados positivos en los consumos de agua y de combustible, esta variable tiene influencia sobre la composición molar de la corriente de etanol anhidro, al disminuir la composición molar de etanol en un 0,50 % (Caso de estudio 4). Por ende, la temperatura del solvente recirculado solamente podrá incrementarse hasta el valor que permita cumplir con el requerimiento de fracción molar de etanol en la corriente de etanol anhidro. Dado los valores que se obtienen es recomendable mantener los 80 °C.
En la Tabla 11 se aprecia que al aumentar el flujo molar de etanol azeotrópico en un 29 % aproximadamente, aumenta el consumo de agua de enfriamiento en los condensadores de la columna extractora y recuperadora (Agua de enfriamiento 1 y 2) en un 33,58 % y 0,23 % respectivamente, también se incrementa el consumo de vapor en el rehervidor de la columna extractora (Vapor de calentamiento 1) en un 30,34 %, mientras que el consumo de vapor en el rehervidor de la columna recuperadora (Vapor de calentamiento 2) disminuye en un 3,11 %. En este caso es mayor el aumento del consumo de vapor que el ahorro del mismo, lo que trae como consecuencia un mayor consumo de combustible.
Tabla 11. Resultados del caso 6
Por otro lado, la economía es un renglón de gran importancia a la hora de emprender cualquier proyecto. Como primer paso de análisis ante la posibilidad de realizar o no la implementación de tecnologías de producción de etanol anhidro en Cuba, se realizó un cálculo para estimar el flujo de etanol anhidro necesario en la mezcla de combustibles en proporciones que varían desde 5 % hasta 15 %. Para esto se tuvo en cuenta la demanda promedio anual de gasolina empleada en Cuba para el transporte automotor.
Como segundo paso para el análisis se prosiguió con el cálculo del flujo de combustible dejado de importar por concepto de sustitución de etanol en la mezcla de combustibles. En la determinación de los ingresos y egresos, se utilizaron los precios y costos de la organización empresarial azcuba planificados para el año 2015.
En la Tabla 12 se puede apreciar cómo disminuyen los egresos por compra de gasolina en la medida en que la proporción de etanol en la gasolina es mayor. Por el contrario, los egresos por compra de etanol aumentan solo que los costos son menores ya que el precio de este combustible es menor que el de la gasolina.
Tabla 12. Ahorro de combustible por concepto de mezcla de etanol con gasolina
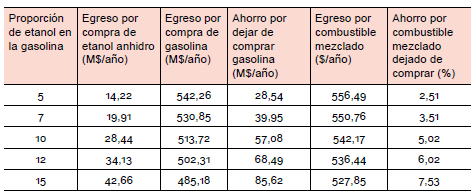
Es necesario señalar que se ha estudiado una proporción de etanol en la gasolina hasta 15 % porque a estas concentraciones no es obligatorio realizar modificaciones en el motor (Herryman et al., 2001). No obstante, en Cuba se han realizado diversas investigaciones con mezclas que varían desde 10 hasta 30 % de etanol en la gasolina regular; bajo estas condiciones se han analizado diferentes parámetros como, el torque efectivo, la potencia efectiva, las emisiones de monóxido de carbono y el consumo específico de combustible. De estos estudios se ha podido concluir que a medida que aumenta el porcentaje de etanol en la mezcla con gasolina disminuyen los tres primeros parámetros mencionados anteriormente, mientras que, el consumo específico de combustible aumenta (Melo et al., 2012; Melo et al., 2014), por tanto, en el caso específico de Cuba se recomiendan mezclas entre 5 y 15 % de etanol.
El siguiente paso fue estimar los costos de inversión de plantas de etanol anhidro (Tabla 13) según los flujos necesarios a producir. Para esto se trabajó con el método de Peters (Peters, 1991) y se asumió que la planta es totalmente nueva. También se tomó como premisa que una planta de deshidratación de etanol trabaja 270 días de producción al año y 24 horas de operación al día, con una razón fraccional de impuestos de 0,35, una tasa de interés de 12 % y un tiempo de vida económica de los equipos de diez años.
Tabla 13. Cálculos económicos

Quintero et al. (2007) reportan los costos de inversión total de plantas de producción de etanol implementadas en Colombia. Estos autores evaluaron mediante la simulación de procesos la destilación extractiva empleando etilenglicol y obtuvieron un costo de inversión total de $9.525.920 para una producción de etanol de 141.897.940 kg/año, es decir, para una producción aproximadamente dos veces mayor que la obtenida en este trabajo el costo de inversión es 1,54 veces mayor.
Para la evaluación económica de las alternativas estudiadas, se estableció una comparación entre cada una de ellas, fundamentada en el método del flujo de efectivo en moneda total.
Como las alternativas que se analizan son de ingresos, la alternativa más económica es la que tiene mayor valor actual neto (van). En la Tabla 14 se observa que las alternativas estudiadas son económicamente ventajosas, obteniéndose los mayores beneficios en la destilación extractiva con etilenglicol.
Tabla 14. Comparación económica de las alternativas estudiadas

En todos los casos la tir presenta valores por encima de la tasa a la cual la empresa puede obtener fondos (tasa de interés 12 %) y el rsi es superior al 20 %, lo que denota que las inversiones son atractivas. En todas las alternativas la inversión se recupera mediante las utilidades netas obtenidas, en un tiempo inferior a seis años, demostrando la liquidez de las mismas.
Uno de los parámetros económicos más importantes a analizar en Cuba es la tasa de rendimiento actualizada (rvan). Como son varias las alternativas de modificación, estas pueden entrar en competencia entre sí por el capital disponible. El criterio rvan establece el orden de prioridad de implementación de las alternativas estudiadas. Teniendo en cuenta este criterio, en la Tabla 14 se puede observar que la mejor alternativa es la técnica de destilación extractiva con etilenglicol, luego la destilación extractiva con glicerol, le sigue la extractiva con propilenglicol y por último la extractiva con mezcla.
En las Tablas 15 y 16 se muestra una comparación entre la tecnología de adsorción con tamices moleculares, la que constituye una de las técnicas más empleadas a nivel mundial y la extractiva con etilenglicol, para dos parámetros de interés.
Tabla 15. Comparación de las tecnologías con respecto al consumo energético

Tabla 16. Comparación económica de las tecnologías
Es importante mencionar que si bien la adsorción con tamices moleculares se ha convertido en los últimos años en la tecnología más prometedora para la obtención de etanol anhidro por los bajos consumos energéticos que presenta (Quintero et al., 2007; Romero, 2007; Uyazán et al., 2006) y por ser un proceso más limpio y amigable con el medio ambiente al no involucrar sustancias ajenas al proceso como arrastradores que pueden quedar como trazas en el producto obtenido; es una tecnología que incurre en elevados costos de capital como consecuencia de la complejidad del sistema de automatización y control (Quintero et al., 2007).
Es por ello, que en países subdesarrollados la destilación extractiva con glicoles continúa siendo una tecnología atractiva para deshidratar etanol. Además en este proceso el sistema de recuperación del solvente trabaja independientemente de la operación de la columna extractiva; por lo que puede servir a varias columnas extractivas simultáneamente. También el solvente no es inflamable en condiciones ambientales, es poco tóxico, no es corrosivo ni cancerígeno, es biodegradable en bajas concentraciones y puede ser disperso en agua sin causar daños ambientales (Romero, 2007).
IV. Conclusiones
Se simularon con el simulador hysys las tecnologías de deshidratación estudiadas, verificando que los errores relativos fueran menores que 5 % de donde los modelos de simulación representan adecuadamente los sistemas.
Con los casos de estudio se analizó la influencia de las variaciones de temperaturas, presiones y flujos de algunas corrientes sobre las diferentes variables. Esto permite la selección de las mejores condiciones de trabajo en los intervalos estudiados.
Todas las alternativas analizadas son económicamente ventajosas y en todas se logran ganancias netas, pero la mejor alternativa de implementación es la técnica de destilación extractiva con etilenglicol al tener mayor tasa de rendimiento actualizada (rvan).
Referencias bibliográficas
1. Alvarez Y., De Armas A., Contino Y., Arteaga L., Gallardo I. (2012). Simulación del proceso de deshidratación de etanol utilizando el software aspen-hysys v3.2, en: Revista Centro Azúcar, 39(2):31-40. [ Links ]
2. Bastidas, P.; Gil, I. y Rodríguez, G. (2010). Comparison of the main ethanol dehydration technologies through process simulation. Departamento de Ingeniería Química y Ambiental. 20th European Symposium on Computer Aided Process Engineering – escape20. Pierucci y G. Buzzi Ferraris (Eds), Elseiver B.V. 6-9 June, Ischia, Naples, Italy. Disponible en: http://www.aidic.it/escape20/webpapers/386Bastidas.pdf [20-junio-2014]
3. Cardona, A.; Sánchez, Ó.; Montoya, M.; Quintero, J. (2005). Simulación de los procesos de obtención de etanol a partir de caña de azúcar y maíz, en: Revista Scientia et Technica Año xi, (28):187-192. [ Links ]
4. Cerpa, M. G. (2012). Producción del etanol anhidro como aditivo para la gasolina a partir de la caña de azúcar de la región del río Huallaga. Disponible en: http://www.ciiq.org/varios/peru_2005/Trabajos/IV/2/4.2.01.pdf [13-12-2012]. [ Links ]
5. Gil, I. D.; Garcia L. C. y Rodríguez, G. (2014). Simulation of ethanol extractive distillation with mixed glycols as separating agent, en: Brazilian Journal of Chemical Engineering, 31(1):259-270. [ Links ]
6. Herryman, M.; Blanco, G.; Cordovés, M. (2001). Uso del alcohol como carburante en el transporte para el mejoramiento de las condiciones ambientales. Panorámica internacional y experiencias en Cuba. V Congreso de la región Norteamérica y el Caribe de la asociación Interamericana de ingeniería sanitaria y ambiental. Instituto cubano de investigaciones de los derivados de la caña de azúcar (icidca). Cuba. Disponible en: http://www.bvsde.paho.org/bvsAIDIS/REPDOM/herryman.pdf [18-1-2013]. [ Links ]
7. Kumar S.; Singh N., Prasad R. (2010). Anhydrous ethanol: A renewable source of energy, en: Renewable and Sustainable Energy Reviews, 14(9):1830–1844.
8. Melo, A.; Ferrer, N; Sánchez, Y.; Ferrer, N. (2012). Evaluación de un motor de encendido por chispa trabajando con mezclas etanol-gasolina, en: Ingeniería Energética. xxxiii (2):94 – 102.
9. Melo, E.; Sánchez, Y.; Piloto, R.; Goyos, L.; Verhelst, S.; Sierens, R. (2014). Combustibles alternativos en Cuba, una visión general. Capítulo 1: El escenario energético cubano los combustibles alternativos. Experiencias potencialidades y perspectivas futuras, pp. 31-32. Disponible en: https://www.researchgate.net/publication/265466542. [18-05-2016]. [ Links ]
10. Mendoza, C.; López, B. (2015). Estandarización de parámetros de operación para obtener bioetanol anhidro por destilación extractiva. Disponible en: http://aiquruguay.org/congreso/download/TL56.pdf [10-01-2015]. [ Links ]
11. Pereiro, A.; Araújo, J.; Esperanca, J.; Marrucho, I.; Rebelo, L. (2012). Ionic liquids in separations of azeotropic systems, en: Journal of Chemical Thermodynamics, 46:2–28.
12. Pérez, A. L. (2014). Evaluación del proceso de producción de etanol carburante a partir de caña azucarera, remolacha azucarera y maíz. Disponible en: http://quimiart.files.wordpress.com/ [3-02-2014]. [ Links ]
13. Pérez, I; Garrido, N. (2011). Aspectos a tener en cuenta en la operación de un sistema de deshidratación de alcohol por tamices moleculares, en: Revista icidca, 45(1):57-63. [ Links ]
14. Peters, M. (1991). Plant design and economics for chemical engineers. McGraw-Hill, New York. [ Links ]
15. PROMODEL (2013). Simulador de Procesos Industriales. Disponible en: http://www.programasde.com/promodel-simulador-de-procesos-industiales [14-03-2013] [ Links ]
16. Quintero J.; Montoya M.; Cardona C.; Sánchez O. (2007). Evaluación de la deshidratación de alcohol carburante mediante simulación de procesos. Revista Facultad de Ciencia Agropecuarias, 5(2):73-83. [ Links ]
17. Rios L.; Marín J. (2011). Equilibrio de fases para sistemas etanol- agua en presencia de polialcoholes y sales, en: Revista Dyna, 78(165):151-159. [ Links ]
18. Romero F. (2007). Diseño preliminar de un proceso de deshidratación para la producción de 3 600 BPD de etanol anhidro. Trabajo de grado presentado como requisito parcial para optar al título de ingeniero químico. Universidad de Oriente Núcleo de Anzoátegui. Venezuela. Disponible en: http://ri.bib.udo.edu.ve/bitstream/123456789/363/1/Tesis-IQ007-R79.pdf [21-5-2014] [ Links ].
19. Uyazán, A. M.; Gil, I. D.; Aguilar, J. L.; Rodríguez, G.; Caicedo, L. A. (2004). Deshidratación del etanol, en: Revista Ingeniería e Investigación, 24(3):49-59. [ Links ]
20. Uyazán, A. M.; Gil, I. D.; Aguilar, J. L.; Rodríguez, G.; Caicedo, L. A. (2006). Producción de alcohol carburante por destilación extractiva: Simulación del proceso con glicerol, en: Revista Ingeniería e Investigación, 26(1):46-50. [ Links ] [ Links ]

