










Servicios Personalizados
Revista

Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO
Links relacionados
-
 Similares en
SciELO
Similares en
SciELO
Compartir

 Permalink
PermalinkRevista industrial y agrícola de Tucumán
versión On-line ISSN 1851-3018
Rev. ind. agric. Tucumán vol.90 no.1 Las Talitas jun. 2013
ARTÍCULOS ORIGINALES
Experiencia de producción piloto de ron en Tucumán, R. Argentina*
Oscar A. Diez**, Romina A. Salazar** y Gerónimo J. Cárdenas**
* Estudio financiado por PFIP-ESPRO 2004: "Planta piloto para producción de ron a partir de jugo de caña de azúcar".
**Sección Ingeniería y Proyectos Agroindustriales, EEAOC. oadiez@eeaoc.org.ar
Resumen
El objetivo de este proyecto es analizar la factibilidad técnica de elaborar bebidas alcohólicas destiladas a partir de jugos y/o melazas de caña de azúcar producidos en Tucumán a escala de pequeños productores, definiendo metodologías y estándares de producción, añejamiento y preparación para la elaboración de rones claros y añejos, capaces de competir en los mercados nacional e internacional con marcas reconocidas. El proyecto se ejecutó en tres etapas durante 36 meses, entre los años 2007 y 2010: 1) caracterización de las materias primas; 2) ensayos de mezclado y añejamiento; y 3) control de calidad y especificaciones técnicas. La experiencia permitió obtener un producto final de alta calidad y composición adecuada.
Palabras clave: Bebidas alcohólicas destiladas; Caracterización de aditivos; Añejamiento; Control de calidad.
Abstract
Experience of pilot production of rum in Tucumán, Argentina
The objective of this project was to analyze the technical feasibility of producing alcoholic drinks distilled from the juice and/or molasses of sugar cane produced by small farmers in Tucumán, and to define methodologies and standards for making and aging clear and vintage rum, capable of competing with national and international brands. The project was conducted in three stages during 36 months, between 2007 and 2010: 1) characterization of raw material, 2) blending and aging, and 3) quality control and technical specifications. The obtained product had a high quality and adequate composition.
Key words: Distilled spirits; Characterization of additives; Aging; Quality control.
Introducción
El ron es una bebida alcohólica que se obtiene a partir de la fermentación de jugos y/o melazas de caña de azúcar, con destilación posterior para separar el alcohol producido, el que posteriormente se añeja en barriles, generalmente de roble. En su elaboración se deben tener en cuenta:
1) Materias primas
Los alcoholes naturales utilizados en la producción de rones se conocen como alcohol natural o neutro rectificado y alcohol natural no rectificado (aguardiente). En este último alcohol, la concentración de congéneres, que es el parámetro que representa la sumatoria de los componentes no etanol presentes en los productos destilados (Código Alimentario Argentino, 2011), tiene gran influencia en las características organolépticas y químicas del ron y caracteriza a los rones procedentes de distintas fábricas (González Flórez y Vázquez García, 1998).
El agua, empleada para reducir el grado alcohólico del alcohol al inicio del añejamiento y para ajustarlo -si es necesario- al momento de embotellar, constituye proximadamente
un 60% del ron. Esta no debe contener sales, especialmente de hierro, magnesio o calcio. Dicha agua proviene en su mayoría de los condensadores de la destilería y, por lo tanto, está exenta de sales, en tanto que el agua que se utiliza para ajustar la graduación alcohólica final sí puede contener sales. De allí la importancia de desmineralizar el gua utilizada. Es importante que la planta desmineralizadora opere apropiadamente, ya que una mala regeneración o contaminación influirá sobre la retención de sílice (vinculado a la aparición de sedimentos en el producto embotellado), cuyo tenor no debe superar los 0,02 ppm a 0,05 ppm.
Como en los rones (especialmente los añejos) se encuentran presentes compuestos coloidales, es imprescindible controlar no solo la dureza, sino también la alcalinidad y el pH del agua. El parámetro más importante que determina la calidad del agua es la conductividad, que debe estar comprendida entre 0,2 μS/cm y 0,5 μS/cm; si la planta tiene lecho mezclado, se deben lograr valores de 0,05 μS/cm (González Flórez y Vázquez García, 1998).
2) Aditivos
En la producción de rones, también se utilizan normalmente algunos aditivos para acentuar o mejorar alguna de sus características organolépticas, siendo los más comunes la glicerina, esencias de vainilla o de almendras amargas, vinos, extractos de pasas o ciruelas, colorante de color caramelo, azúcar refinado, etc. Estos deben ser de alta calidad, por lo que deben ser sometidos a análisis de control.
El punto isoeléctrico del colorante de color caramelo tiene una marcada influencia cuando este aditivo es utilizado. Por ello, deben realizarse pruebas de turbidez en alcohol y pruebas con ácido tánico, para definir su posible uso en la coloración del ron en específico (González Flórez y Vázquez García, 1998).
Cuando el azúcar refinado no alcanza la pureza necesaria, casi siempre muestra la presencia de polisacáridos en forma de sedimentos. Con el transcurso del tiempo, estos sedimentos pueden aparecer también en rones embotellados (González Flórez y Vázquez García, 1998).
3) Toneles
Aunque no forman parte de la formulación del producto, los toneles incorporan gran cantidad de compuestos orgánicos a la bebida y definen, en gran medida, su calidad.
Se debe conocer el tamaño del tonel, ya que la relación entre volumen y superficie en contacto con el aire es de suma importancia por dos razones: por un lado, la ncorporación
de los componentes provenientes de la madera a la mezcla hidroalcohólica, tales como el coniferaldehído, sinapaldehído y los elagitaninos -resultantes del contacto con la superficie bañada por el líquido-, y por el otro, el cambio de concentración de oxígeno en el medio, lo que favorece la oxidación tanto de los componentes provenientes de la materia prima, como la de los aportados por la madera del tonel (González Flórez y Vázquez García, 1998).
4) El tostado de las duelas
El origen de la madera de roble con que se fabrican los toneles y la tecnología de tostado o quemado que se aplica influyen decisivamente en la calidad del producto (González Flórez y Vázquez García, 1998).
El empleo de barriles parcialmente quemados permite acelerar el añejamiento del ron y ayuda a que la mezcla tome su color natural con mayor rapidez. Esta práctica también permite impartir a la bebida un pronunciado sabor a madera (Arroyo, 1942b). El quemado de las duelas de roble (tablas que forman las paredes curvas de un tonel) es una consecuencia del calentamiento al que son sometidas para lograr su curvado.
Este procedimiento tiene un importante efecto en las mezclas alcohólicas, al menos en los primeros ciclos de uso de la barrica. La superficie tostada de las duelas se vuelve de textura más porosa y retiene líquidos con gran facilidad, pero el líquido embebido parece resistir mejor el proceso de oxidación del etanol (La Rioja Alta, 2011).
La influencia del quemado de la madera en la calidad del producto se analiza tomando en cuenta la lactona de roble (�b-metil-g-octalactona), que tiene gran influencia en el "bouquet" de los rones añejados (González Flórez y Vázquez García, 1998). La concentración de los isómeros de la lactona en la bebida estará determinada por la profundidad
del quemado de las duelas. En efecto, al estudiar el quemado hasta una profundidad de 25 mm, en etapas de 5 mm, se observa una mayor concentración de la forma cis-, mientras que a 15 mm, predomina la forma trans-.
Otro factor que debe tenerse en cuenta para el añejamiento de rones es la "historia" de los barriles que se pretende utilizar, es decir si ellos fueron utilizados previamente en el añejamiento de whisky u otras bebidas de alta calidad (González Flórez y Vázquez García, 1998).
5) Añejamiento
El añejamiento del ron no cambia ni transforma la bebida, sino que desarrolla y sublima sus cualidades latentes (Arroyo, 1942a).
La experiencia en la producción de rones de alta calidad indica que se logra un balance razonable entre las pérdidas por evaporación y el nivel extractivo sobre la madera de roble, cuando se añeja una mezcla hidroalcohólica cercana a los 60º Gay-Lussac (º GL).
El aroma del ron cambia cuando se deja en reposo en recipientes de roble por un tiempo determinado, que generalmente oscila entre dos y diez años (tiempo de añejamiento).
Cabe aclarar que también se elaboran rones que no se someten a añejamiento, o que se someten a un tiempo de añejamiento corto. Durante este proceso, se produce la oxidación de los componentes de la materia prima y la madera del tonel, desencadenándose un conjunto de procesos físicos y químicos (evaporación, hidrólisis, formación de aldehídos, ácidos, ésteres, etc.) (Blanco Carracedo et al., 1998).
Las mezclas alcohólicas sufren pérdidas dentro de los toneles durante el añejamiento. La primera de ellas se produce cuando la mezcla entra en contacto con la madera, la que se estima en un 5% del volumen total del barril.
Durante el transcurso del añejamiento se producen pérdidas por evaporación, que son de aproximadamente un 3% del volumen total del barril por año.
La temperatura y la humedad relativa del lugar donde se almacenan los toneles también influyen en el añejamiento, ya que este proceso ocurre por evaporación de etanol a través de la madera. Por este motivo, se hace necesario controlar estos parámetros (Arroyo, 1942b).
La producción piloto de ron en Tucumán La agroindustria azucarera del Noroeste Argentino está concentrada en grandes ingenios azucareros especializados en la producción de azúcar blanco, donde el rol de los productores minifundistas se reduce al abastecimiento de materia prima.
Las disparidades entre la producción azucarera argentina y otras de la región, especialmente del Brasil, obligan permanentemente a incrementar la eficiencia agroindustrial de la actividad. Las condiciones socioeconómicas de los minifundistas constituyen una barrera real para el logro de este objetivo. Un modo de franquear esta barrera es la búsqueda de alternativas de industrialización de la materia prima.
La propuesta de un programa centrado en el minifundio, que apunte a la transformación de los productos primarios, aumentará los ingresos, generará ocupación de mano de obra y evitará el éxodo de los trabajadores rurales.
El Gobierno de la Provincia de Tucumán, a través de la Secretaría de Estado de Innovación y Desarrollo Tecnológico y la Estación Experimental Agroindustrial Obispo Colombres (EEAOC), ha definido entre sus prioridades el desarrollo de tecnologías para la elaboración de licores y derivados a partir de la caña de azúcar. En consecuencia,
se ha creado e impulsado el proyecto Planta piloto para producción de ron a partir de jugo de caña de azúcar.
Este tipo de producción implica moler la caña, fermentar y destilar los jugos y acondicionar los alcoholes obtenidos para lograr un producto de calidad homogénea.
Por otro lado, además se hace necesario estudiar las etapas de producción de alcoholes y del añejamiento de la bebida, que es vital para conseguir productos de calidad
competitiva.
El presente trabajo muestra los resultados de la preparación de las mezclas hidroalcohólicas para su añejamiento y su monitoreo, actividades de mucha importancia para definir proyectos productivos de este tipo.
Materiales y métodos
El proyecto de producción piloto de ron a partir de jugo de caña de azúcar que se describe en este trabajo se ejecutó en tres etapas, durante 36 meses en total entre los años 2007 y 2010. Las experiencias se desarrollaron en una cámara construida en el interior de la planta piloto de la EEAOC.
Etapa 1: Caracterización de las materias primas: Durante el año 2007, se dio inicio a la primera etapa del proyecto; en ella se analizaron y definieron los componentes primarios de las materias primas a utilizarse alcohol neutro, agua desmineralizada, alcoholes que confieren caracteres organolépticos especiales y aditivos con posibilidad de uso en el proceso de "blending" (mezclado).
Se caracterizaron físico-químicamente rones de reconocidas marcas nacionales e internacionales, a fin de establecer los contenidos de los principales componentes volátiles presentes, responsables de los aromas y sabores de estos productos. Estas determinaciones se realizaron mediante la elaboración de un perfil cromatográfico, utilizando la metodología propuesta por la Cooperativa de Produtores de Cana-de-Açúcar, Açúcar e Álcool do Estado de São Paulo - Brazil para cromatografía gaseosa con detector de ionización de llama (FID) (Copersucar, 2004).
El patrón cromatográfico empleado incluyó los compuestos que generalmente están presentes en los alcoholes producidos por fermentación de productos derivados de la caña de azúcar: acetaldehído, acetona, acetato de etilo, metanol, propanol, isobutanol, butanol, alcohol isoamílico, alcohol amílico, hexanol, heptanol y furfural. Se empleó como estándar interno el 4-metil 2-pentanol.
Las determinaciones se llevaron a cabo utilizando un cromatógrafo gaseoso marca Varian modelo 3300. Se analizaron muestras de 13 rones comerciales claros y añejos diferentes. Esto se llevó a cabo en los laboratorios de la Sección Química de los Productos Agroindustriales de la EEAOC, que operan con un sistema de aseguramiento de la calidad certificado bajo Normas ISO 9001/2008.
Identificación y obtención de las materias primas: A partir de los resultados obtenidos en la caracterización de rones comerciales, se proyectó iniciar el añejamiento de una mezcla alcohólica de aproximadamente 60 ºGL, partiendo de un etanol neutro, producido por fermentación de mieles finales de la producción de azúcar blanco directo, capaz de reportar un mínimo de impurezas. Para este fin, luego de estudiar la calidad de diversas muestras de alcoholes comerciales producidos por destilerías de la provincia de Tucumán, mediante determinaciones sensoriales se seleccionó el producido por la columna de destilación de un ingenio de la provincia, capaz de generar etanol de 96º GL de estas características.
Es preciso detallar aquí que durante la zafra del año 2007, fue posible identificar y separar 1500 l de alcohol neutro de la calidad buscada. Para conferir los sabores y olores propios del ron producido a partir de derivados de la caña de azúcar, se procedió a extraer tres alícuotas del equipo seleccionado según el siguiente detalle:
Alcohol 1: extraída del plato 29 de la columna rectificadora.
Alcohol 2: extraída del primer condensador de la columna depuradora de la destilería.
Alcohol 3: extraída del primer condensador de la columna rectificadora de la destilería.
Una importante empresa embotelladora de bebidas gaseosas de la provincia aportó 1500 l de agua de niveles de conductividad inferiores a 0,5 μS/cm, preparada a partir de agua de pozo profundo y desmineralizada por ósmosis inversa que, junto a las alícuotas extraídas, sirvió como materia prima para los productos que fueron sometidos al proceso de añejamiento en barriles de roble.
De un importante grupo de aditivos con posibilidad de utilización en el "blending" final del ron a producir, se seleccionaron aquellos que por características de pureza y por determinaciones sensoriales resultaron adecuados para obtener una bebida de características similares a las de los rones que se comercializan en la actualidad.
La disponibilidad de los 1500 l de alcohol neutro y la correspondiente cantidad de agua desmineralizada necesaria para efectuar la corrección del grado alcohólico a aproximadamente 60º GL, definieron la compra de 12 barriles de roble francés reacondicionados, de 56 cm de diámetro, 93 cm de altura y con un espesor medio de madera de 29 mm. Su relación volumen-superficie y sus dimensiones eran idénticas a las de los toneles utilizados por la mayoría de los más reconocidos productores de ron.
Etapa 2: Ensayos de mezclado y añejamiento
En el desarrollo de la segunda etapa del proyecto, se abordaron los ensayos de mezclado y añejamiento para obtener un producto de calidad apropiada, lo que permitió establecer metodologías y estándares de producción.
Ensayos de mezclado: A comienzos del año 2008, se mezclaron y cuantificaron diferentes proporciones de alcohol neutro, de agua desionizada y de las alícuotas de los alcoholes 1, 2 y 3 (que confieren gustos y olores particulares al ron proveniente de caña de azúcar), estableciendo las proporciones adecuadas de cada componente.
Completados los ensayos de mezcla, se acondicionaron los barriles de roble francés para el proceso de añejamiento, realizando las operaciones que permiten garantizar su estanqueidad, alternando etapas de llenado con agua desionizada y vaciado posterior a fin de lograr el hinchado de cada duela del barril y el encaje de ellas.
Once barriles en condiciones de ser utilizados en el proceso de añejamiento resultaron de esta prueba.
Los controles de estanqueidad dieron como resultado complementario el aumento del volumen de los barriles, que originalmente tenían una capacidad promedio de 215 l y luego presentaron un volumen medio de 235 l. La diferencia radicó seguramente en el hecho de estar construidos por duelas reacondicionadas con menor espesor, pero que conservaban la forma externa del barril.
En marzo de 2008, la cantidad de alcohol disponible permitió llenar con la mezcla ocho de los barriles, resultando incompleto el número 9.
En agosto de 2008, 400 l de alcohol etílico 96 ºGL de calidad apropiada fueron suministrados por otra empresa para realizar las mezclas y llenar aquellos barriles que quedaron incompletos o vacíos en el mes de marzo. En esta ocasión el barril número 11 no pudo ser completado.
Una vez ajustadas a 60º GL, las mezclas fueron embarriladas, enumeradas y dispuestas en la sala de añejamiento preparada para esta actividad, ubicada en la planta piloto de la EEAOC. A continuación, se dio inicio al proceso de añejamiento, extrayendo muestras de cada barril a fin de caracterizar el producto al tiempo cero, información que sirvió de base para el control del proceso.
Se estableció una periodicidad analítica de seis meses para los ensayos físico-químicos y cromatográficos de seguimiento del proceso de añejamiento, sobre la base de la información proporcionada por productores industriales de ron, quienes indican que este es el lapso de tiempo mínimo para detectar cambios en las concentraciones de productos añejados. Se tuvo en cuenta que estos cambios estaban fuertemente asociados a la calidad de la madera del barril, la concentración alcohólica de la muestra a añejar y las condiciones ambientales del lugar de añejamiento.
El objetivo general de los ensayos de añejamiento fue conocer los cambios físico-químicos y sensoriales sufridos por la mezcla inicial en contacto con la madera de roble, evaluándolos en función de la relación área de contacto y volumen de la mezcla. Durante este proceso fue preciso además conocer las pérdidas físicas causadas por las condiciones ambientales.
En abril de 2008, se puso en funcionamiento el dispositivo de medición Testo 175-H2, que registra la temperatura y la humedad relativa. Este fue programado para realizar mediciones por hora, con el propósito de obtener un perfil de estas variables y analizarlas en relación a las pérdidas por evaporación.
Durante los tres primeros meses, los registros se realizaron cada quince días y, a partir de entonces, se efectuaron en forma mensual. Se presentaron variaciones acordes a los cambios climáticos propios de cada período del año.
Posteriormente, se dotó a la sala de añejamiento de un equipo acondicionador de aire frío-calor de 6000 frigorías, que posibilitó mantener las condiciones de temperatura y humedad a fin de poder, luego de realizadas las experiencias, referir los resultados (sobre todo los de pérdidas por evaporación) a las condiciones ambientales bajo las que se realizaron los ensayos. El sistema climatizado operó a partir de noviembre de 2008.
Accesoriamente, se pudieron determinar niveles de evaporación con y sin climatizador. Las pérdidas por evaporación sufridas por cada barril fueron evaluadas mensualmente, midiéndose su volumen para volver a llenar cada recipiente. De esta manera se logró que la relación volumen-superficie permaneciera constante, así como también las pérdidas asociadas.
Las determinaciones físico-químicas para conocer los cambios en la cinética de las mezclas incluyeron la elaboración de sus perfiles cromatográficos, mediante la metodología propuesta ya mencionada. A partir de sus resultados, se evaluaron los siguientes parámetros en cada muestra: coeficiente de congéneres, contenido de furfural,
grado alcohólico y acidez acética. Las dos últimas determinaciones se realizaron utilizando también las metodologías propuestas por Copersucar (Copersucar, 2004).
Etapa 3: Control de calidad y especificaciones técnicas: En el desarrollo de la tercera etapa, se abordaron las tareas de elaboración de ron con características comerciales y evaluación de la calidad del producto obtenido.
Proceso final de elaboración del ron: Se hizo necesario seleccionar una formulación específica para obtener una bebida de características similares a las de aquellas que se comercializan internacionalmente en la actualidad.
La formulación seleccionada resultó de combinar alcohol añejado en los barriles de roble y una infusión preparada con algunos de los ingredientes seleccionados durante la caracterización de aditivos.
El proceso final de elaboración de ron se inició a mediados del año 2009, con una serie de ensayos a pequeña escala.
Estos ensayos consistieron en preparar la cantidad suficiente de una infusión (con agua de igual calidad a la requerida al iniciar el añejamiento) para alcanzar una graduación alcohólica de 35º GL, la que una vez fría se mezcló con ron añejado en los barriles de roble. La combinación de infusión y ron añejo generó coloides que otorgaron turbidez a la solución, por lo que fue sometida a filtración.
Finalmente, por comparación visual con ron añejo de una reconocida marca, se coloreó la mezcla obtenida con un colorante apropiado de calidad alimenticia, determinándose
la proporción adecuada para obtener la coloración deseada.
A comienzos del año 2010 se abordaron estos ensayos a mayor escala, preparándose un barril del producto final.
El alcohol empleado para esta operación se seleccionó según las especificaciones de los distintos componentes evaluados en rones comerciales, comparadas con los resultados obtenidos en la caracterización físico-química de las muestras extraídas en febrero de 2010.
Control de calidad del producto terminado: En la evaluación de la calidad del ron se utilizan los siguientes índices:
psicofisiológicos, de composición y estéticos. Por tratarse de un producto de consumo humano, los índices psicofisiológicos constituyen los de mayor importancia en la evaluación del nivel de calidad de los rones. A través de ellos, se precisa la preferencia del consumidor, se desarrollan nuevos productos, se evalúa y mejora la calidad, se
reducen los costos y se determina la estabilidad en el almacenamiento (Méndez Hernández, 1998).
La composición química del ron es compleja y, por ende, para apreciar íntegramente las cualidades del ron no basta la degustación, sino que además es preciso realizar
un análisis químico del producto. Hoy en día, generalmente se aprecia la calidad del ron mediante el índice de Lusson-Girard. Este parámetro de clasificación de rones representa la suma de ácidos volátiles, ésteres, aldehídos, furfural y alcoholes superiores, referida a 100 cm3 de alcohol absoluto (Xandri Tagüeña, 1958).
Los índices estéticos son evaluados por grupos de expertos, a partir de procedimientos establecidos (Méndez Hernández, 1998).
Para el control de calidad del producto final, se consideraron los índices psicofisiológicos, que requirieron la evaluación sensorial de su aspecto, olor y sabor. Esta tarea se llevó a cabo en el Laboratorio de Análisis Sensoriales de la EEAOC, donde además se evaluaron y seleccionaron los aditivos empleados.
Posteriormente, el producto seleccionado fue sometido a la evaluación de catadores del exterior, quienes corroboraron la calidad de los rones elaborados.
Resultados y discusión
Los resultados de los perfiles cromatográficos para las muestras comerciales de rones blancos se muestran en la Tabla 1 y los de las muestras de rones coloreados, en la Tabla 2.
Tabla 1. Resultados de los perfiles cromatográficos de muestras comerciales de rones blancos, realizados por el Laboratorio de la Sección Química de la Estación Experimental Agroindustrial Obispo Colombres (EEAOC). Etapa 1 del proyecto Planta piloto para producción de ron a partir de jugo de caña de azúcar.
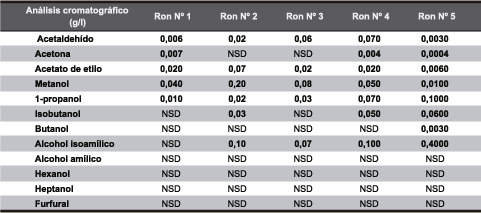
NSD: no se detecta.
Tabla 2. Resultados de los perfiles cromatográficos de muestras comerciales de rones coloreados, realizados por el Laboratorio de la Sección Química de la EEAOC. Etapa 1 del proyecto Planta piloto para producción de ron a partir de jugo de caña de azúcar.
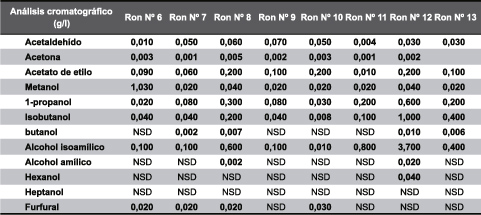
NSD: no se detecta.
Los resultados de los perfiles cromatográficos de las tres alícuotas extraídas de la destilería proveedora de los alcoholes para las mezclas se muestran en la Tabla 3.
Tabla 3. Resultados de los perfiles cromatográficos de las tres alícuotas extraídas de la destilería local. Etapa 1 del proyecto Planta piloto para producción de ron a partir de jugo de caña de azúcar.

NSD: no se detecta.
Estos resultados permitieron planificar las mezclas de alcohol neutro, las alícuotas extraídas para conferir sabores y olores y el agua procesada por ósmosis inversa, lo que garantizó que los valores de los parámetros evaluados en el ron producido estuvieran dentro de aquellos que se encontraron en las muestras comerciales nacionales e internacionales consideradas.
En la Tabla 4, se muestran las pérdidas registradas hasta julio de 2010 (fecha en la que finalizó el proyecto) y el promedio general de estas por año, calculadas como una fracción del volumen total de 235 l. De su evaluación surge que las pérdidas de producto por evaporación se correlacionaron con las condiciones ambientales monitoreadas.
Tabla 4. Pérdidas físicas porcentuales (por evaporación) por barril y por mes. Valores determinados a partir de los volúmenes necesarios para rellenar los toneles. Etapa 2 del proyecto Planta piloto para producción de ron a partir de jugo de caña de azúcar.
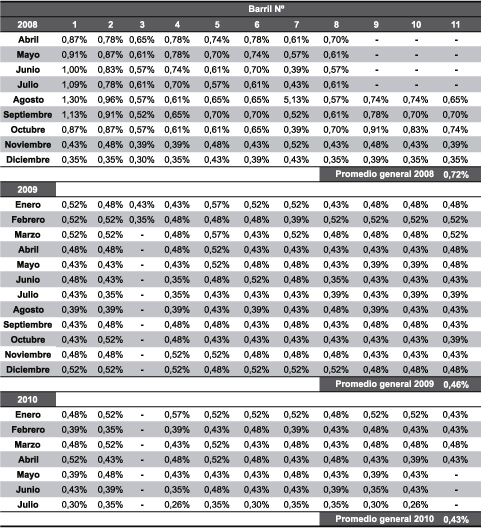
En la Tabla 5 se indican las pérdidas físicas mensuales, agrupadas según ocurrieran antes o después de la instalación del acondicionador de aire. Allí puede observarse una pérdida promedio de 0,75% hasta la puesta en marcha del aire acondicionado en noviembre de 2008, con el que se mantuvo la temperatura en 20ºC. Hasta julio de 2010, la pérdida promedio se redujo a 0,44%. En esta tabla, también se incluyen las pérdidas físicas porcentuales acumuladas hasta julio de 2010.
Cabe mencionar que los perfiles de temperatura y humedad relativa registrados a partir de noviembre de 2008 también muestran los efectos de la climatización de la sala de añejamiento.
Tabla 5. Pérdidas físicas porcentuales por barril y por mes, agrupadas en función de la climatización de la sala de añejamiento. Valores determinados a partir de los volúmenes necesarios para rellenar los toneles. Etapa 2 del proyecto Planta piloto para producción de ron a partir de jugo de caña de azúcar.

En la Tabla 6, se exponen los valores promedio de cada componente evaluado en los reportes cromatográficos de las muestras extraídas al tiempo cero (agosto de 2008) y cada seis meses de añejamiento (febrero y agosto de 2009 y febrero de 2010).
Tabla 6. Composición promedio de los principales constituyentes del ron producido. Datos obtenidos a partir de los perfiles cromatográficos realizados por el Laboratorio de Química de la EEAOC. Etapa 2 del proyecto Planta piloto para producción de ron a partir de jugo de caña de azúcar.

NSD: no se detecta.
Los resultados evidencian que los contenidos de los compuestos capaces de conferir propiedades a los rones crecieron en forma significativa durante el añejamiento en los toneles de roble, lo que permitió prever que, una vez transcurridos los 36 meses de añejamiento, las mezclas alcanzarían una composición similar a la de los rones comerciales. En esta etapa es que se calculó el índice de Lusson-Girard, a partir de la sumatoria de los compuestos analizados y reportados en la Tabla 6. Este índice pasó de un valor de 0,0515 g/l, en el tiempo cero, a otro de 0,1146 g/l, luego de 24 meses de añejamiento.
Se obtuvo un incremento superior al 120% en los principales compuestos, lo que indicó claramente la factibilidad de lograr buenos resultados, aun en un tiempo mínimo de añejamiento de 36 meses, como el planteado para este proyecto.
En la Tabla 7, se presentan las especificaciones de los distintos componentes evaluados en rones comerciales de países considerados como referentes y las especificaciones
para bebidas alcohólicas del Código Alimentario Argentino (Código Alimentario Argentino, 2011), con las que se compararon los resultados obtenidos en la caracterización físico-química de las mezclas extraídas periódicamente para este trabajo.
Tabla 7. Especificaciones de los distintos componentes evaluados en rones comerciales tomados como referencia en el proyecto Planta piloto para producción de ron a partir de jugo de caña de azúcar.
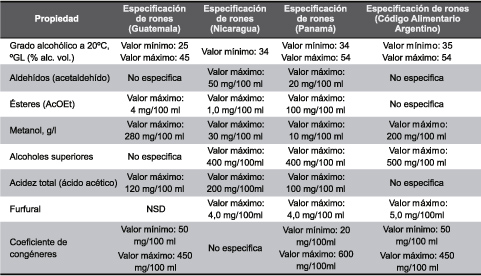
NSD: no se detecta.
Es importante destacar que para los rones, las normas extranjeras y la información científico-técnica disponible son de limitada utilidad, ya que por lo general recogen rangos muy amplios, debido a las diferentes tecnologías existentes en el mundo para este tipo de producciones (Méndez Hernández, 1998).
Podemos ver que los resultados de los análisis de las muestras extraídas durante el período de añejamiento se encuentran dentro de los rangos propuestos por las especificaciones. El incremento que se observa en los valores promedio del grado alcohólico puede no ser exacto, debido a que este parámetro fue determinado midiendo la densidad de las mezclas.
En la Figura 1, se muestran los gráficos que ilustran la evolución temporal de los cuatro parámetros considerados relevantes durante el proceso de añejamiento: coeficiente de congéneres, furfural, grado alcohólico a 20ºC y acidez total.
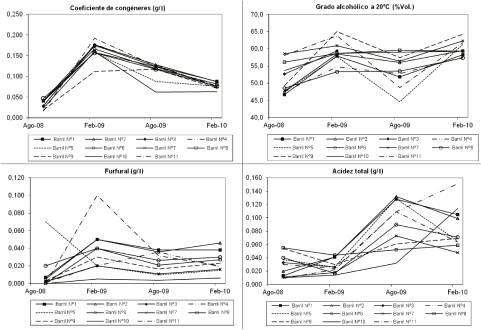
Figura 1. Evolución de los parámetros coeficiente de congéneres, furfural, grado alcohólico a 20ºC y acidez total, graficada a partir de los datos obtenidos de los perfiles cromatográficos realizados por el Laboratorio de Química de la EEAOC, durante la etapa 2 del proyecto Planta piloto para producción de ron a partir de jugo de caña de azúcar.
Las gráficas muestran la diversidad de resultados en relación a la madera de los barriles utilizados para almacenar las mezclas. Se puede destacar, también, que la calidad de la bebida producida depende en gran medida de las condiciones en las que se produce la fermentación, ya que es en esta etapa donde se forman los componentes volátiles etílicos y no etílicos. Se puede señalar, además, que las gráficas de los parámetros considerados presentan una variación que se pudo correlacionar con las pérdidas por evaporación.
Por último, la determinación sensorial del producto final corroboró que ningún parámetro estaba fuera del recorrido de las especificaciones de calidad de las normas consideradas.
Conclusiones
Durante el desarrollo de las etapas del proyecto Planta piloto para producción de ron a partir de jugo de caña de azúcar, se logró caracterizar las materias primas necesarias para la elaboración de ron (alcohol de caña, agua, aditivos, etc.), experimentar y establecer las metodologías de mezclado y añejamiento controlado, que permitieron obtener ron de alta calidad y composición similar a la de los rones de las marcas de mayor reconocimiento en los mercados nacional e internacional. Cabe destacar que el empleo de agua de dilución acondicionada mediante ósmosis inversa mostró ser adecuado.
Se puede afirmar, entonces, que la implementación de un procedimiento de elaboración en escala piloto de ron comercial a partir de jugo de caña de azúcar, planificada y ejecutada por técnicos de la EEAOC, resultó exitosa y culminó con la obtención de un producto de calidad organoléptica y composición adecuadas.
Agradecimientos
Los autores agradecen a los analistas Norma Kamiya, Mónica Coronel y Diego Tolosa, de la Sección Química de la EEAOC, quienes realizaron las determinaciones analíticas y sensoriales.
Bibliografía citada
1. Arroyo, R. 1942a. La manufactura del ron. Parte IV. Mundo Azúcar 30 (2): 10-12. [ Links ]
2. Arroyo, R. 1942b. La manufactura del ron - Parte V. Mundo Azúcar 30 (3): 10-12. [ Links ]
3. Blanco Carracedo, G.; M. Herryman Munilla; M. D. González Flórez y M. A. Vázquez García. 1998. Ventajas técnico-económicas de la producción de ron por el proceso de añejamiento acelerado. En: Memoria del Congreso internacional sobre azúcar y derivados de la caña, 5, La Habana, Cuba, 1998, pp. 64-74. [ Links ]
4. Código Alimentario Argentino. 2011. Capítulo XIV. Bebidas espirituosas, alcoholes, bebidas alcohólicas destiladas y licores. [En línea]. Disponible en http://www.anmat.gov.ar/alimentos/normativas_alimentos_caa.asp (consultado 23 febrero 2011). [ Links ]
5. Copersucar. 2004. Método de análisis em açúcar, álcool e procesos, versâo 03. [CD ROM]. Centro de Tecnología Copersucar, Estado de São Paulo, Brazil. [ Links ]
6. González Flórez, M. D. y M. A. Vázquez García. 1998. Conferencia: aspectos relevantes que influyen en la calidad de los rones. En: Memoria del Congreso internacional sobre azúcar y derivados de la caña, 5, La Habana, Cuba, 1998, pp. 10-25. [ Links ]
7. La Rioja Alta. 2011. El quemado de la duela. [En línea]. Disponible en http://www.riojalta.com/es/enologia/pagina30.php (consultado 20 enero 2011). [ Links ]
8. Méndez Hernández, J. E. 1998. Conferencia: tendencias en la composición de los rones producidos en el Minaz. En: Memoria del Congreso internacional sobre azúcar y derivados de la caña, 5, La Habana, Cuba, 1998, pp. 40-47. [ Links ]
9. Xandri Tagüeña, J. M. 1958. Elaboración de aguardientes simples, compuestos y licores. 1. ed. Salvat Editores S.A., Barcelona, España. [ Links ]

